By Abraham Finberg, Rachel Wright, Simon Menkes No Comments
In a move that Old Guard California Cannabis viewed with bittersweet appreciation, the Department of Cannabis Control on January 1, 2022 announced it would waive license fees for those cannabis companies impacted by the War on Cannabis. Many pre-2017 operators experienced persecution by law enforcement including confiscation of inventory. For those who refused to admit defeat and remained in or returned to the business of cannabis, this significant fee waiver feels something like an apology.
As we move through Year 2 of the Equity Fee Waiver, it’s important for all cannabis companies to review their history and their current operations to see if they qualify for this significant reduction in expense. Instead of arrest or conviction, a cannabis business may also qualify through its eligible owner’s income level or location of residence. Since this is a fee waiver for small businesses, a maximum yearly revenue level of $5 million is also a requirement.
For those Qualified Equity Licensees who have already received a fee waiver, it’s important to remember that this is a yearly process, and that they must continue to submit a request for equity fee relief at least 60 calendar days before the annual expiration date of their license.
Who Qualifies for the Equity Fee Waiver?
Gross Revenue: Your cannabis business must have no more than $5 Million gross revenue per year.
Equity Ownership: At least 50% of your business must be owned by people who have only ONE of these three characteristics:
Have experienced a cannabis conviction or arrest, or
Have a lower income level, or
Reside in a neighborhood affected by the criminalization of cannabis (as defined by the DCC)
Arrest or Conviction
The DCC requires that the equity individual have been convicted or arrested for cannabis crimes before November 8, 2016. Crimes must have been sale, possession, use, manufacture or cultivation. The equity individual may also be eligible if an immediate family member was convicted or arrested for cannabis crimes and the equity individual themselves lived in a California county with drug arrest rates that were higher than the state average drug arrest rates.
Residence in a Neighborhood Affected by Criminalization of Cannabis
If an equity individual seeks to qualify by location of residence, they must have lived in the qualified location for at least 5 years between 1980 and 2016. The location must have higher than state average drug arrests and be in the top 25% nationally for unemployment and poverty. The DCC provides an interactive map to check your location for these requirements.
Worth the Trouble
Again, your business needs to be below $5 million annual gross revenue, and at least 50% of the ownership needs to have only 1 of 3 disadvantaged characteristics: cannabis arrest or conviction, or lower income level, or residence in an affected neighborhood.
While it will definitely take time to apply for the Equity Fee Waiver, the savings in zeroed-out license fees can certainly make it worthwhile. In addition, qualifying for the Equity Fee Waiver makes a business eligible for other state equity tax advantages including the California Equity Tax Credit. (See our article on the CETC here.)
This is the fifth in a series of articles designed to introduce an integrated pest management framework for cannabis cultivation facilities. To see Part One, an overview of the plan and pest identification, click here. For Part Two, on pest monitoring and record keeping, click here. For Part Three, on preventative measures, click here. For Part Four, control methods, click here. Our final chapter, Part Six, discussing emergency response, comes out next week to wrap it all up.
This is Part 5: Pest Control – Taking Action
Previous chapters have covered the many preparations you can take to protect your facilities from pest attacks and outbreaks before they get started. This chapter will summarize the concepts of pest control thresholds and the actions you can take for the painful event when you surpass those limits (and various examples). The Integrated Pest Management (IPM) recommendations provide you with a framework for these plans.
Figure 1: Cleaning regimen, the heart of successful operations – no biofilm buildups
Preventative actions are part of your regular site operations; in other words, they are how you avoid problems before they happen. Just to hit this action one more time: cleaning must be fundamental to your facility. Water sanitation and changing filters must be done on schedule and frequently to avoid biofilm build up and nasty self-multiplying eco-systems.
For each of the rooms in your facility, identify the acceptable tolerance level for each type of pest that you may encounter. Define the intervention levels per room: preventative, direct action and escalated direct action. Follow your predefined procedures and defend your facility. Let’s cover high, medium and low tolerance example responses.
High Threshold for Tolerance
For example, the impact on your plants, your profits and your yields from the discovery of a white fly fluttering inside of one of your flower rooms may be very small. If this presence is late in your harvest cycle, your tolerance of this discovery may be very high. Your team could take preventative actions to clean the room more aggressively or to check your traps more frequently, but you are probably not going to want to invest in aggressive actions at that time in the harvest cycle.
Move from passive observation to the shake test. With sticky traps in place, shake or brush your plants. Do you see the bug counts increase on your test sheets?
As that infestation grows, you may set a threshold for direct action (i.e. 5-10 flies per trap per week). If you reach that level, implement a treatment action with a non-chemical microbial biofungicide to stop growth in the roots or neem oil as a direct chemical action.
When you reach your escalated threshold of 10-20 flies per trap or direct plant damage is apparent, an infestation is more serious. In that event, you may choose to take steps to directly reduce the pest population with knock down sprays of approved direct chemical pesticides like citric acid or insecticidal soaps. Be sure to use your Personal Protective Equipment (PPE) for breathing and contact safety if you get into this situation.
Medium Threshold for Tolerance
Depending on the timing in your harvest cycle, the discovery of fungus gnats in your grow room may trigger a medium level alarm for you. Is the location, a small example with a minimal frequency? Is this addressable with additional attention to cleaning the area and longer dry periods in the irrigation or is this the beginnings of an infestation? Fungus gnats feed off of fungus or organic matter in soil triggered from an overly moist root environment. You may choose to react with immediate cleaning at the first existence in a room. Or you could set your “Medium” level alert status to be additional sticky trap distribution at the first visible gnat. If those counts reach 10-20 gnats per sticky trap per week, begin your foliar spray regimen with Zerotol or the equivalent.
Figure 3: Fungus Gnats
If these counts do not respond to your treatment, meaning that the next sticky trap count reaches beyond 20+ gnats per trap or visible direct plant damage, then institute your root drench protocol with a solution of BActive 1-2 times per week until the problem is under control and the counts are reduced. If the growth continues, look to approved pesticides in your area (as an example, AzaGuard Asadirectin).
Low Threshold for Tolerance
Alternatively, you may have a unified air circulation system due to facility limitations. Your air circulation may be shared across all of your mother plants, clones, veg and flowering plant areas. In that case, any presence of an airborne fungal infection like powdery mildew would have a very low tolerance of acceptance. Selective de-leafing of the infection and increased airflow are your first defense. Any visible presence beyond that would trigger a low threshold alert and immediately start a preventative action, such as carefully removing the infected plant material much wider than a few leaves and treating the area with foliar sprays like Zerotol (hydrogen peroxide plus).
If the penetration continues or expands, treatment would escalate to minimal risk pesticide follow up and observation. Chemical oils or citric acid might be in your mix in this case.
Figure 4: Powdery mildew in cannabis – Ryan Douglas Cultivation LLC
Finally, if repetitive treatments once a week are not turning the tide, increasing to once per day or even once per ON/OFF lighting cycle until the infection is controlled. At this point, you may decide to strip the room down and start over. Clearly the choice to “throw in the towel” is a total loss of the crop, but it may be the best option relative to minimal yields and failed flowers that will not sell.
Pest Control Actions
Our Integrated Pest Management recommendations paper gives you examples of what to consider for plans with white flies, fungus gnats, root aphids, powdery mildew and biofilm on plumbing or surfaces. These follow the preventative action, direct action, escalated direct action and pesticide approaches for each example. These are options to plan for water sources, root treatment, tunneling, crawling and flying phases.
In summary this week
As covered, preventative measures are your best defense. Hire expert consultants and plan these well. Escalate your response based on your scouting activity and your plan. Add your sticky traps, de-leafing, root drench, foliar sprays or knock down sprays as defined by your pest population control actions document.
For more detail on each of these treatments, you can see examples for your integrated pest management procedures in our complete white paper for Integrated Pest Management Recommendations, download the document here.
In our final chapter, Emergency Response, we will review control thresholds and example plans for a range of problems from biofilm build up to white flies and more.
Our final chapter after will describe emergency response framework and reviewing your complete plans. See you next week.
This is the fourth in a series of articles designed to introduce an integrated pest management framework for cannabis cultivation facilities. To see Part One, an overview of the plan and pest identification, click here. For Part Two, on pest monitoring and record keeping, click here. For Part Three, on preventative measures, click here. Part Five comes out next week on how to build a framework for control actions and how to monitor them. More to come!
This is Part 4: Direct Control Options
Even when the best methods are implemented and precautions are taken to protect your infrastructure, determined pests can penetrate your perimeter. Before you see crawling, hopping or flying insects, or sickly-looking plants, be sure to implement your physical protection (positive pressure airflow sealed facilities) and personal hygiene methods (shoe baths, sticky mats, & air shower entrances) to protect your crops. Equip your employees with personal protection equipment (PPE) proper gloves, masks and clothing as discussed in our last chapter, preventative measures.
Figure 1: Fungus Gnats Unleashed In A Grow Room
When things do break-out beyond your acceptable thresholds, Direct Control Options include non-chemical microbial biofungicides, microbial bioinsecticides and direct chemical control options. Lots of big scary words there, all of which are toxic even under safe application methods and when used at recommended concentrations levels. This means training in their use and protective clothing is required. Careful application of these control options is necessary so you exterminate your pests and not your people! This seems obvious, but do not just “wing it.”
These chemical elements can be applied in diluted concentration levels, manual wipe-down application, concentrated flush frequencies, or root drench applications, foliar spray mist applications, HVAC aerial diffusions and aerial knock-down sprays. You may even choose to remove badly infected plants and destroy them completely.
Use experts when you are planning for these tools. All of these methods require handling and safety precautions. Proper breathing filters, eye & skin protection, as well as disposable gowns/hazmat suits should be used when applications are performed and until the applications have dissipated to safe levels. Be careful not to co-mingle removed plant materials. Gloves become transport and infection spreaders after use.
Please also be sure to review your harvest testing requirements and what treatments are safe for your consumers and within legal limits. No one wants to have their harvest rejected due to pesticide contamination.
Figure 2: Municipal Water Treatment, RAIR Cannabis, Michigan
Clean-up after application may be required depending on the bioinsecticide or chemical that is used. Again, always ensure the safety of your employees and take precautions.
Start the application of your control options with your site map, room assignments and scout monitoring teams. Where does air flow into and within the facility? When your scouting team count logs go beyond your acceptable thresholds, here are some options for you.
Let’s begin with cleaning your irrigation and nutrient water sources. For a walk-through tutorial for incoming water treatment, humidity recovery and nutrient water recycling, please review the video tour of Water Treatment at RAIR Cannabis to see how an expert has done it.
From the IPM Planning Guide standpoint, peroxide and acid sterilizers can be used to clear irrigation water, for surface wipe-downs or as direct plant applications. We will cover those first. Caustic sterilizers require PPE for cleaning. Forgive my image here, we were just using water.
Plant interacting interfaces, i.e. surfaces, benches, walls, floors, trays, utensils, clippers, etc. should be sterilized with every use. Methods can include direct wipe-down or scrub, concentrated or diluted sprays or room vaporizers. A good example of hydrogen peroxide (H2O2) liquid would be a food grade sanitizer with 3-35% H2O2 content. Use acceptable diluted versions of these cleaners as appropriate.
Figure 3: Cleaning & Scrubbing, Where’s the PPE?
A commercial example would be Zerotol 2.0 with 27% H2O2 & their proprietary acid mix. Alternatively, you can use direct hydrogen peroxide generators from commercial sources to generate your H2O2 at various concentrations. More detailed examples are included in the complete Integrated Pest Management Guide (link at the end of this article). Establish your procedures for sterilizing your rooms and tools before you introduce plants, and describe what is to be done after every harvest and room turn. Track the cleaning materials used for your operational records. You will find this useful to track operational cost over time.
Sanitizing Acids for Surfaces & Irrigation Sources
Similar to hydrogen peroxide, hypochlorous acid (HOCl) comes in many commercial forms and can also be generated onsite using purchased generators. Commercial mix examples are UC Roots, Watermax and Athena Cleanse. They come in 0.028% to 15% concentrations. Self-generators range in output from highly precise 0.01% to 1% concentrations with more examples in the guide.
Treatment Tools
OK, so enough on cleaning preparation. Here are some tools that can be used to fight back against a pest intrusion:
Non-Chemical Microbial Biofungicide for Pathogens in Soil or Fertigation Water
Microbial fungicides are available to clear nutrient irrigation systems by minimizing pathogens and improving plant resistance to infections. Some fungicide versions target root pathogens by attacking the diseases directly. Others control or suppress common water carried challenges like pythium, rhizoctonia, phytophthora, fusarium and others. Brand names include Botanicare, Bonide, BioWorks, Actinovate, Mycostop and many more. Details covered in the guide.
Non-Chemical Microbial Bioinsecticides for Larval Stages
These biological tools attack the organisms or insects at a physical or mechanical way by breaking down the pest’s nervous system, biochemistry, or structural integrity (exoskeletons, etc.). These are engineered or living organisms (bugs to attack bugs) that are developed as targeted attacks for specific pests. Brand names are BioCeres, Botanigard, Venerate, Bio Solutions and others.
Minimal Risk Chemical Pesticides for Airborne Critters
Figure 3: Example Fungus Gnat Infestation – Royal Queen Seeds blog
Regularly approved for used in most locales, essential oils, natural acids (like citric acid) and insecticidal soap are commonly available in every hydroponic store. These work very well as safe spray “knock-down” insecticides for crawling or flying pests. Commercial examples use a proprietary mix of various oils, citric acids or isopropyl alcohol to do their task (examples in guide). Insecticidal soaps and fungicides for surface cleaning perform a similar purpose and typically use potassium salts or fatty acid mixtures.
Biochemical Pesticides
These tools are used to inhibit insect or fungal growth to acceptable levels. The multifaceted and commonly used neem oil comes in many commercial versions and is a naturally occurring pesticide extracted from the leaves and seeds of the neem tree. Example brand names are Bonide, Monterey, Triact and others. They range in concentrations from 0.9% to 70% concentrations. These oils suffocate living organisms or eliminate moisture to kill insects, spores or fungus at their initiation and throughout their lifespan.
Another option here are Azadirachtins. These act as insect growth regulators and disrupt the bugs natural evolution. Brand names are AzaGuard, AzaMax and others in the guide.
In summary, this week
We summarized some of the many pest control options available for water treatment, soil borne, intermediate or flying pests. We also covered various concentrations for these pesticide and sterilizer options. If you are not familiar with dilution ratios, %, PPM terms and how to apply the correct level of pesticide, you may find our plant science test kitchen blog on this topic of use here.
Chemical access and use should be restricted to employees familiar with their authorized application. PPE is very important to protect any employee that will come in contact with materials, liquids or vapors for chemical resources (gloves, boots, respirators, Tyvek (or equivalent protective wear) suits and eye protection or goggles.
For more detail on each of these treatments, you can see examples for your integrated pest management procedures in our complete white paper for Integrated Pest Management Recommendations, download the document here.
In our next chapter, Pest Population Control Actions, we will review control thresholds and example plans for a range of problems from biofilm build up to white flies and more. Our final chapter after that will suggest an emergency response framework and how to address pest outbreaks. See you next week.
This is the first part of a series of articles designed to introduce an integrated pest management framework for cannabis cultivation facilities. Part one details an overview of the plan as well as pest identification. Part two comes out next week and will delve into the world of pest monitoring and record keeping. Stay tuned for more!
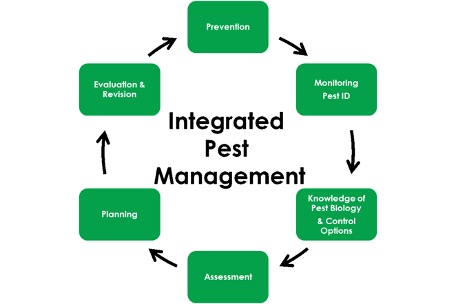
Figure 1: Integrated Pest Management Cycle
Background
Integrated Pest Management (IPM) is a philosophy of pest prevention and control that integrates cultural, mechanical, physical and chemical practices to control pest populations within an acceptable degree of economic tolerance.
IPM encourages growers to take a step-wise approach to determine the most appropriate means necessary for avoiding pest-related economic injury through careful consideration of all available pest control practices.
When practicing IPM, less invasive non-chemical practices are given priority, until escalation necessitates otherwise.
This is Part 1: Pest Identification & Monitoring/Communications
Personal experience in a facility is a great place to start. Review your history and identify a list of pests that you have experienced in this or previous grows. Point out which pests currently exist where they were or are currently and possible sources of the contamination/infestation.
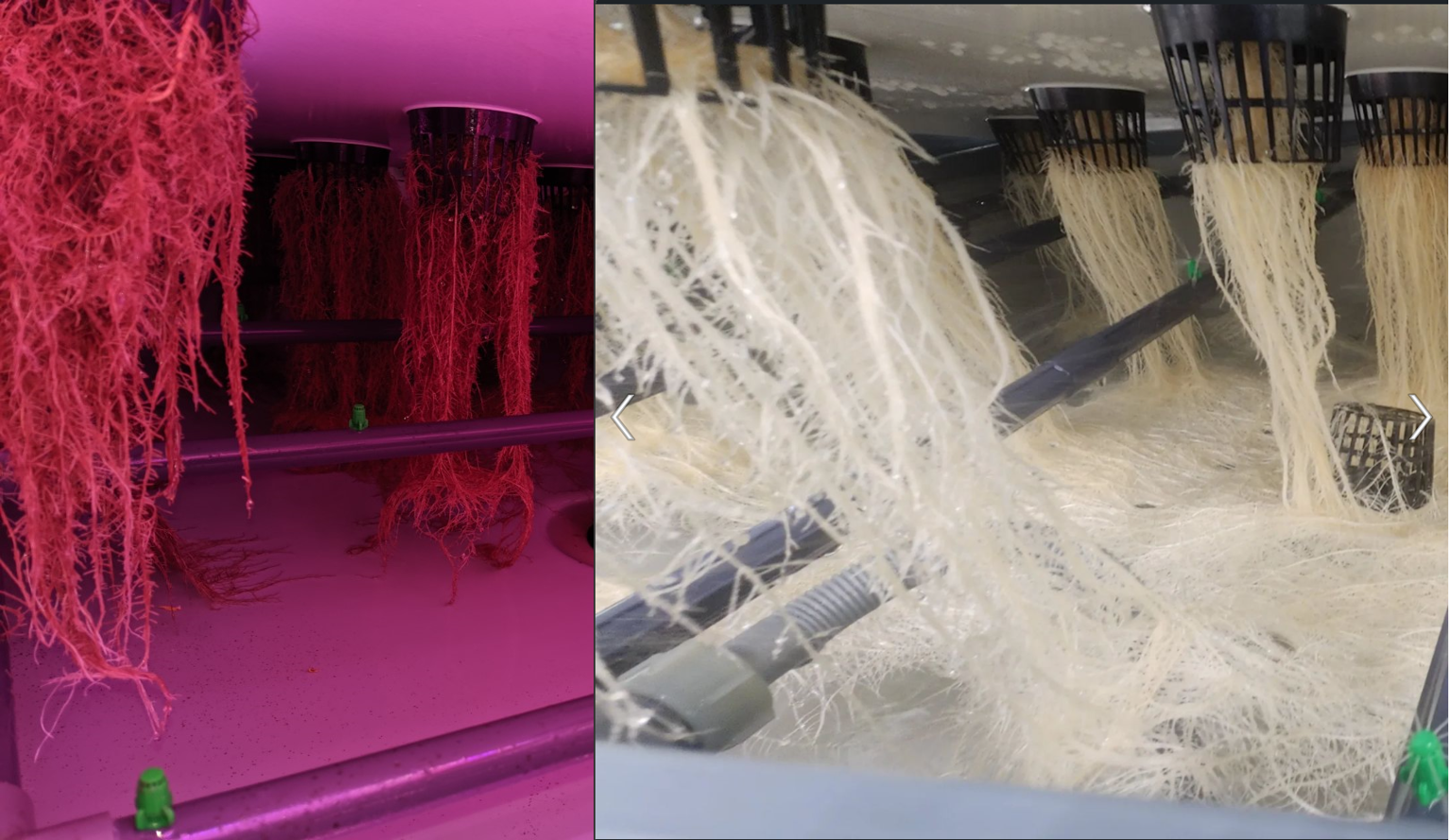
Figure 2: Healthy Aeroponic Mother Stock
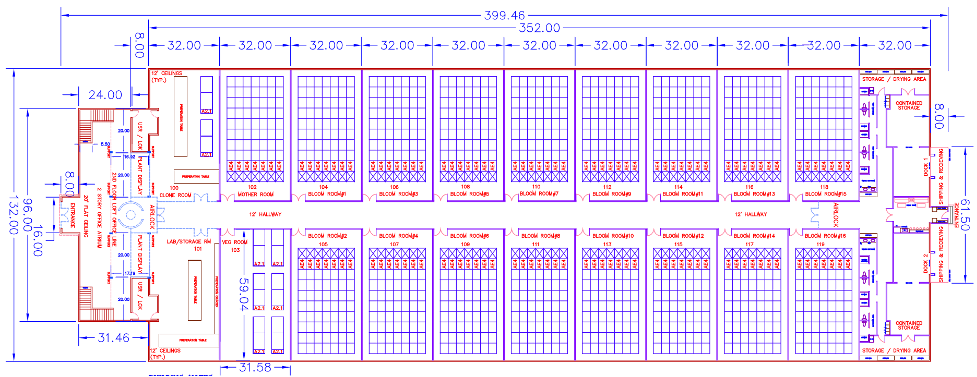
Map out your facility with clear entry/exits, plumbing & drainage and air flow access to visually see and understand potential access points for crawling, flying or airborne pests.
From your nursery mother room to cloning and vegetation areas, what are the transfer methods as you move from one area to another. Are pests present in these areas? Where could they have come from? Oftentimes, a cultivator may not have the space for their own mother and cuttings/cloning space. In these cases, where did the outsourced clones come from? What are the IPM controls in place for these genetic sources? Are they carriers of the challenges transferred to your own facility? It is important to identify the possible source of pest potentials
Does your flower room have white flies or fungus gnats? Locating these and identifying the likely source is a good place to start if you have an ongoing infestation.
Figure 3: Example Aeroponic Facility Layout For IPM Planning
Powdery mildew is a routine challenge if air into your facility is not filtered and sterilized to eliminate these spores.
What is the Source of Your Irrigation/Fertigation Water?
Water is a crucial element for high-value indoor farms such as those that grow cannabis. However, water can also be a source of disease-causing microorganisms that can negatively impact the growth and yield of crops. Monitoring, filtering and sterilizing the biological contents of water is therefore crucial in ensuring the health and quality of high-value crops.
Unfiltered water can contain a range of pathogens such as bacteria, viruses, fungi and parasites that can cause root, stem and bud rot. These diseases can cause significant losses in crop yield and quality, which can be devastating for indoor farmers growing high-value crops.
Figure 4: Precision Aeroponics at FarmaGrowers GMP Facility, South Africa
Monitoring the quality of water that is brought into the indoor farm is the first step in ensuring that the water is free from harmful pathogens. This involves regular testing of the incoming water for parameters such as pH, dissolved oxygen, TDS, nutrient content and microbial load. This allows cultivators to identify aspects of the incoming water they need to address before the water is provided to their crops to prevent potential problems.
Is your plumbing building biofilm that is feeding into your irrigation lines? Obviously, there are many potential sources when you go through an inventory of the risks for your facility. From that initial step, you will build your management team and label who should be contacted when a pest is found. Do you have an IPM specialist or is this a resource that needs to be contracted to address an infection?
Building this communications tree is your first step to fewer pest issues and higher yields and potency.
For the complete white paper on Integrated Pest Management Recommendations, download the document here. Part two comes out next week and will delve into the world of pest monitoring and record keeping. Stay tuned for more!
By Abraham Finberg, Simon Menkes, Rachel Wright No Comments
On January 27 this year, Matthew Lee, General Counsel for the Department of Cannabis Control, sent a letter to Senior Assistant Attorney General Mollie Lee requesting an opinion on whether “medicinal or adult-use commercial cannabis activity … between out-of-state licensees and California licensees, will result in significant legal risk to the State of California under the federal Controlled Substances Act.”
The eight-page letter, itself a detailed legal opinion in favor of interstate cannabis commerce, states strongly that the legal risk to California of such commerce is insignificant. The DCC hopes the AG will help authorize the state to negotiate agreements with other states, allowing their cannabis companies to do business with each other. Such agreements, the letter says, “would represent an important step to expand and strengthen California’s state-licensed cannabis market.”
Prices for wholesale cannabis in California have plummeted in the last year: a pound of packaged flower is wholesaling in the $1,200 to $1,400 per pound range compared with $1,700-$1,900 a pound at the beginning of 2022, a year-over-year decrease of about 25%-30%. With many growers struggling and many others forced to enter the illicit market to get a sustainable price for their product, the DCC believes opening up interstate opportunities for California growers will provide much-needed support for their large cultivation industry.
Additionally, this request by the DCC should serve as a roadmap for other states to follow in order to move interstate cannabis commerce forward through state legislatures since it appears that federal progress in legalizing cannabis has become mired in inaction.
The DCC cited new state legislation, Senate Bill 1326, which took effect on January 1, 2023, and which allows interstate agreements for both export AND import of cannabis. This is important because other states would not be inclined to enter an agreement with California if they could only receive (import) cannabis into what may be an already glutted market.
In drafting their letter, the DCC chose to side-step some “thorny” issues, including avoiding having the Attorney General delve into any discussion regarding the federal illegality of cannabis.
While many states to the east, including New York, New Jersey and Connecticut, are opening up their states to adult-use cannabis consumption, California is paving the way forward for the future of interstate cannabis commerce. The DCC’s letter is a bold move to support and strengthen California’s cannabis industry and will likely be watched closely by other cannabis states and the nation as a whole.
Many growers may wonder why it’s important to get their plants genetically tested, but the truth is that genetic testing can make growing a lot easier. Genetic analysis in plants can give a wide range of results that can help scientists solve everyday problems in plant cultivation, such as detecting diseases and identifying important traits in plant species.
Currently, three of the most important benefits that genetic testing can give growers are the ability to detect diseases, identify the gender of their plants and control the quality of their crops.
Pathogen detection
Pathogen infections can be difficult to detect and by the time symptoms are obvious, it may be too late and the rest of the crop is already contaminated. This is why DNA tests are a valuable tool for the early detection of diseases in plants. Even though plants reproduce through cloning, it’s crucial to make sure the mother plant is healthy before proceeding, as 100% of the genetic material will be transferred to the clone, including any diseases the mother plant may have, such as a virus.
There are a few ways to detect pathogens in plants, including detection and symptomatology, serological techniques for viruses and microbiological techniques for fungi and bacteria. However, another effective method is detection tests using genetic material, also known as molecular methods. These tests involve screening the plant’s genetic material for any alterations, such as the presence of the pathogen’s genetic material. These tests are particularly useful as they provide accurate results when at least part of the pathogen’s genome sequence is known. This is important as many of these genomes have yet to be fully studied and there may be new unknown variants.
Tobacco Mosaic Virus symptoms can include tip curling, blotching of leaf mosaic patterning, and stunting
The reliability and effectiveness of genetic and molecular tests are due to the use of DNA as the starting material for pathogen detection. DNA is a stable molecule that can withstand adverse conditions, such as high temperatures or low humidity. Additionally, this technique can still be effective even when the samples used are very damaged or necrotic. Due to these qualities, genetic testing is considered one of the best methods for pathogen detection.
In summary, genetic testing is the most effective technique for pathogen detection as it is highly specific, requires a small sample and provides accurate results in a short period of time.
Plant gender detection
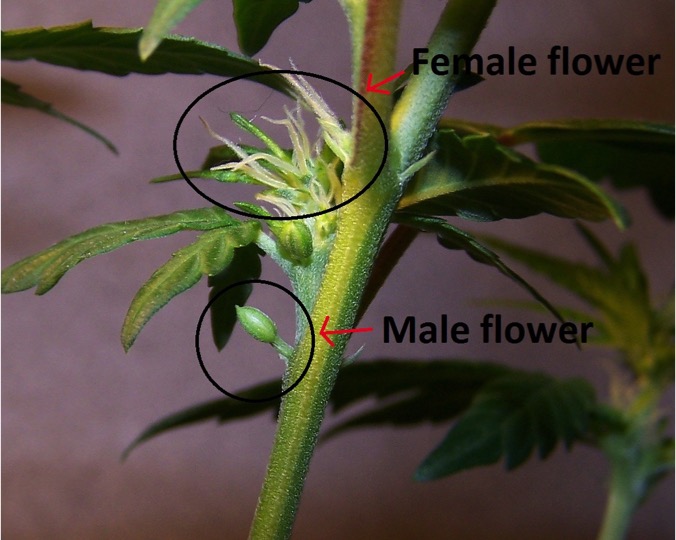
In the case of the cannabis plant, it is naturally diploid and dioecious, meaning that it has separate male and female reproductive structures, and each one contributes a chromosome during reproduction. However, there may be mutations that result in hermaphrodite plants, which have both male and female reproductive structures.
Growers who propagate their crops through seeds must wait several weeks to identify the sex of their plants, as their dioecious nature makes it difficult to recognize the plant’s sex in the early stages of growth. This can be time-consuming and resource-intensive. However, thanks to genetic testing, it is possible to determine the sex of a plant long before it reaches the flowering stage.
The sex organs on a Cannabis plant identified.
The determination of the gender of a dioecious plant is influenced by a sex chromosome system. Male plants have an XY sex chromosome system, known as heterogametic, while female plants have the XX sex chromosome system, known as homogametic.
To identify the sex of a plant through genetic studies, DNA or RNA-based molecular markers are used with a tissue sample. These markers typically look for the male trait “Y” in the plant, as the trait “X” is present in both male and female plants. In this way, the presence of the Y chromosome can be used to confirm the plant is male, and its absence can be used to confirm that it is female.
Crop quality control
The same species can often present one or more varieties, and although they may have physical features that distinguish them, it is not always possible to identify them with the naked eye. Beyond physical characteristics, genetic traits can have considerable differences.
Molecular identification is a very accurate tool for identifying varieties
Different varieties of cannabis have been widely cultivated and crossbred, making it possible for plants to have very similar physical traits, making it difficult to identify the variety being cultivated. This is why molecular identification is a very accurate tool for identifying varieties in cases where there is uncertainty about their identity.
Additionally, some plants can produce lower or higher amounts of cannabinoids due to their genetic nature or small mutations that occurred during growth. This is how there are plants with the advantage of having genes that code for high production of THC or CBD. These outstanding traits can be detected through the selection of characteristics using analysis of molecular markers that indicate the presence of these genes in the plant, or that detect the genes responsible for synthesizing these substances and determine their respective quality.
These procedures are performed using a tissue sample from the plant and using DNA as a starting material for testing, which provides information on the genetic traits of interest and validates their function.
Figure 1: Precision aeroponics at FarmaGrowers GMP Facility, South Africa
Every objective has to have a vision and a vector of where you want to go and what you want to achieve. “Winging it” is okay for an innovative artistic endeavor where creativity is spontaneous and one-of-a-kind art is produced. Unfortunately, that is not how one creates a top-quality cultivation operation.
Customers expect guarantees of consistency; quality assurance means a purchase is safe to consume. Medicinal products around the world require Good Manufacturing Practices (GMP) certification. These are really just SOPs that document repeatable procedures to guarantee that the most recent batch offers the same results as the first certified effort. This brief covers the importance of documented operating procedures for a successful grow business with high quality customer results.
Figure 2: The objective – trichome covered flowers, DanCann, Denmark
Almost nobody gets excited about discussing quality, but experienced manufacturers know that quality control reduces waste and improves operations. Everyone learns that they have to implement feedback, improvement and quality control procedures to guarantee profitability and longevity in any business.
So, what is an SOP? A standard operating procedure defines ‘a task’ to be performed ‘at a location by a person or a role on a specific schedule.’ These definitions will include role definition, responsibilities, personnel training, equipment & service procedures, material handling, quality assurance controls, record keeping, approved procedures & instructions, documentation, references and appendices, all of which define your business and how it is to operate.
Now, you might ask, we are just growing plants, is all this really necessary? The short answer is, it depends. If you expect to export globally, do business in Europe and other markets, get licensed by Health Canada or some day be approved to ship to other States, then yes. If you are a regional craft cannabis supplier, maybe not, but there are many tasks that are required to grow where a better documented process can benefit your operation and the quality of the product delivered to your consumers.
Figure 3: Flower maintenance, DanCann, Denmark
We provide a bulleted list of recommendations in the full white paper but to touch on a few highlights that every operator should keep in mind, SOPs define the following structures for your business.
Personnel training is done for ‘this task, in this way’ & ‘this role is responsible’
Job descriptions reduce misunderstandings and increase worker ownership in your facility. Documenting your activities minimizes task overlap and conflicts that can lead to no one executing on something that may be important but not urgent. You want to eliminate employees thinking “I didn’t know it was my responsibility.”
Consultants or visitors must be aware of and follow the same requirements as your employees if you are to maintain the quality of your grow. Specific training should be given to anyone that handles or works around toxic chemicals. Safety sheets are not just paper; They keep people alive.
Equipment & Service Procedures
Be direct and specific in your task definitions, i.e., “Use 5ml of soap, clean until no plant matter or debris remains.”
Figure 4: Full GMP certified facility, FarmaGrowers, South Africa
Ideally, grow facilities, equipment and access will be designed with cleaning in mind from the start. This is not always possible but it is the mark of successful manufacturing or production companies.
Cleaning, cleaning, cleaning: think sterile, food safety and consumer consumption protections. SOPs should define cleaning methods and materials. This cleaning is done on schedule and aligned to your preventative maintenance and calibration requirements. Precise results require precise structure for any long-term operation.
We recommend that you integrate pictures and videos in the instructions for your procedures and training so that nothing is left to chance or misinterpreted.
Material Handling, Containers, Labels, Quality Assurance
Personnel contamination/cross-contamination are the death of any grow operation. Do everything you can to limit stray or wandering plant material, dust or debris from migrating from one grow room or area to another. Isolation is a good way to limit outbreaks to a specific room to minimize losses.
Figure 5: Documented SOPs must be followed & reviewed regularly
If something nasty happens to one of your rooms. Good labeling enforced by your quality assurance team is a simple way to increase the likelihood that employees will do a task as intended. This adds to your repeatability as people change jobs or roles are redefined.
Approved Procedures & Instructions
Quality assurance is all about repeatability and intended outcomes. Documenting procedures and intended use enables every new employee to follow the experience of the masters and duplicate their success. Testing, sampling and logging your results along the way enables you to know that you are on schedule and on process, so you can predict your results every time.
Part of your continuous improvement approach will be to deal with exceptions that are not covered by your procedures. Learning about those exceptions and capturing your experience with an improved method will lead to better outcomes the next time around.
Documentation, References, Appendices
Figure 6: Flower sealed & ready for export, DanCann, Denmark
You’ve done all of this hard work to capture your operation, so you need a complete library of your reference work and approach that employees can access. It does your operation no good if you capture your methods and no one ever looks at them again. Training cycles and reviewing your defined procedures is key to a consistent high-quality result.
Hero Award
Standard Operating Procedures (SOPs), Good Manufacturing Procedures (GMP) and Good Agricultural & Collection Practices (GACP), are all terms that will become more familiar as cannabis production joins into one global market. Professional results will be required and national or international certifications will be the guarantees that any global customer can trust that a product meets the standards they expect.
We have many customers in North America and around the world. but DanCann Pharma is the most aggressive when it comes to meeting international standards and results. Producing flower that is so pure that no irradiation is required for export, the DanCann operation is fully certified for production throughout Europe and they are sold-out of capacity for the coming year. They are currently expanding their operations in Denmark and are a solid example to follow for a well-defined repeatable operation. FarmaGrowers in South Africa is a close second in this race with multiple export certifications of their own. The future looks bright for both of these global operations.
Aeroponic & hydroponic systems can operate with little to no soil or media. This eliminates the pest vectors that coco-coir, peat moss/perlite and organic media can harbor as part of their healthy biome approach. Liquid nutrient systems come at the nutrient approach from a different direction. Pure nutrient salts (nitrogen, potassium, magnesium and trace metals) are provided to the plant roots in a liquid carrier form. This sounds ideal for integrated pest management programs, but cultivators have to be aware of water and airborne pathogens that can disrupt operations. I will summarize some aspects to consider in today’s summary.
The elimination of soil media intrinsically helps a pest management program as it reduces the labor required to maintain a grow and the number of times the grow room doors are opened. Join that with effective automation with sensors and software, and you have immediate improvements in pest access. Sounds perfect, but we still have staff to maintain a facility and people become the number one source of contamination in a grow operation.
Figure 1: Example of Pythium Infected & Healthy Roots
Insects do damage directly to plants as they grow and procreate in a grow room. They also carry other pathogens that infect your plants. For example, root aphids, a very common problem, are a known carrier of the root pathogen, Pythium.
Procedures
One of the most common ways for pests to access your sealed, sterile, perfectly managed facilities are in the root stock of outsourced clones. If you must start your grow cycles with externally sourced clones, it is strongly recommended that you quarantine those clones to make sure that they do not import pest production facilities into your operation. Your operation management procedures must be complete. If you take cuttings from an internal nursery of mother plants, any pathogens present in your mother room will migrate through cuttings into your clones, supply lines, and subsequently, flower rooms.
Start your gating process with questioning your employees and visitors. Do they grow at home or have they been to another grow operation in the last week? In the last day? You may be surprised by how many people that gain access to your grow will answer these questions in the affirmative.
Developing standard operating procedures (SOPs) that are followed by every employee and every visitor will significantly reduce your pest access and infection rates, and hence, increase your healthy harvests and increase your profitability. Procedures should include clothing, quarantining new genetics and cleaning procedures, such as baking or irradiating rooms to guarantee you begin with a sterile facility. This is covered more in the complete white paper.
Engineering Controls
Figure 3: Access Control: Air Shower, FarmaGrowers
Technology is a wonderful thing but no replacement for regimented procedures. Considered a best practice, professional air showers, that bar access to internal facilities, provide an aggressive barrier for physical pests. These high velocity fan systems and exhaust methods blow off insects, pollen and debris before they proceed into your facility. From that access port into your grow space, positive air flow pressure should increase from the grow rooms, to the hallways, to the outside of your grow spaces. This positive airflow will always be pushing insects and airborne material out of your grow space and away from your plants.
Maintaining Oxidation Reduction Potential (ORP)
ORP is a relative measurement of water health. Perfect water is clear of all material, both inert and with life. Reverse osmosis (RO) is a standard way to clear water but it is not sufficient in removing microscopic biological organisms. UV and chemical methods are needed in addition to RO to clear water completely.
ORP is an electronic measurement in millivolts (mV) that represents the ability of a chemical substance to oxidize another substance. ORP meters are a developing area and when using a meter, it is important to track the change in ORP values rather than the absolute number. This is due to various methods that the different meters use to calculate the ORP values. More on this in the white paper.
Oxidizers
Figure 4: AEssenseGrows Aeroponic Nozzles
There are two significant ways to adjust the ORP of a fertilizer/irrigation (fertigation) solution. The first is by adding oxidizers. Examples are chemical oxidizers like hydrogen peroxide (H2O2), hypochlorous acid (HOCl), ozone (O3) and chlorine dioxide (ClO2). Adding these to a fertigation solution increases the ORP of the fertigation solution by oxidizing materials and organic matter. The key is to kill off the bad things and not affect the growth of plants. Again here, the absolute ORP metric is not the deciding factor in the health of a solution and the methods by which each chemical reaction occurs for each of these chemicals are different. This is compounded by the fact that different ORP meters will show different readings for the same solution.
Another wonderful thing about automation and aeroponic and hydroponic dosing systems is that they can automatically maintain oxidizing rates and our white papers explain the methods executed by today’s automation systems.
Water Chilling
Another way to adjust ORP is to reduce the water temperature of the reservoirs. Maintaining water temperature below the overall temperature of your grow rooms is imperative for minimal biological deposition and nutrient system health. Water chillers use a heat exchanger process to export heat from liquid nutrient dosing reservoirs and maintain desired temperatures.
The benefit of managing ORP in aeroponic and hydroponic grow systems is highly accelerated growth. This is enhanced in aeroponics due to the effectively infinite oxygen exchanging gases at the surface of the plant roots. Nutrient droplets are sprayed or vaporized in parallel and provided to these root surfaces. Maximizing the timing and the best mineral nutrients to the root combustion is the art of grow recipe development. Great recipes drive superior yields and when combined with superior genetics and solid environmental controls, these plants will deliver spectacular profits to a grow operation.
Another Hero Award
Before closing this chapter, we have many cultivators that are producing stellar results with their operational and IPM procedures, so it is hard to choose just one leader. That said, our hats are off to RAIR Systems again and their director of cultivation, Ashley Hubbard. She and her team are determined to be successful and drive pests out of their operations with positive “little critters” and the best water treatment and management that we have seen. You are welcome to view the 7-episode walkthrough of the RAIR facility and their procedures here.
For commercial cannabis growers, consistent crop yields are vital to maintaining product profitability, as well as durable profitability. Since cannabis thrives under certain conditions, the more control a cultivator has over those conditions, the easier consistent harvests become.
While factors like humidity, light exposure and water may be easy enough to control in any indoor environment, other influential factors can be more difficult to control, such as mold or other contaminants. Growing in a controlled cleanroom environment ensures healthy, high-quality cannabis by mitigating some harder-to-control threats. For these reasons, growing cannabis in a cleanroom environment is rapidly becoming the gold standard in the industry.
A Closer Look at the Cleanroom Environment
A cleanroom facility is a specially designed room or modular addition designed to support a tightly controlled grow environment for crops. The design of the cleanroom relies on several design features to deter issues with pollutants, such as insects, mold, airborne microbes and dust. Even though cleanroom environments are often affiliated with cultivating certain types of crops, these facilities are also valuable in other industries, such as medicine, biology and pharmaceuticals.
Cleanrooms can be conservatively sized or massive. They can be configured to accommodate different processes, and they can be built to suit a specific grower’s preferences. However, several features are key, such as:
Preventing contamination can save a business from extremely costly recalls.
One fundamental requirement of a cleanroom is to control the introduction of contaminants into the space. Contaminants can be carried in on the people who visit the space. Therefore, cleanroom implementation must come along with strict protocols when it comes to employee entry into the room. For example, air showers, special gowns, masks and other measures may be required.
The Benefits of Cleanroom Environments for Cultivators
On the surface level, cleanrooms make it possible to achieve a well-controlled environment for cannabis cultivation. However, while this is undeniably important in terms of consistent crop yields and profitability, cleanrooms pose a number of broader advantages for cultivators and end customers.
Meet Laboratory Testing Guidelines and Protocols
For now, states create product testing regulations for cannabis. Most states that have legalized medical or adult use cannabis have created protocols for lab-testing products for pesticides and microbes. When batches of cannabis product do not meet state lab-testing standards, the product can be recalled or destroyed. In 2016, Steep Hill published an alarming study that showed they detected pesticides in roughly 70% of the samples they received and up to one third of all samples would have failed to meet regulatory standards. Cleanrooms reduce a grower’s reliance on pesticides.
Negate the Risk of Fungal Contamination
Cleanrooms negate the risk of fungal contamination through proper ventilation, particulate control and positive pressure.
Cannabis is prone to certain types of fungal spores that can cause severe illness in end customers. For example, Aspergillus moldspores are common in cannabis and can lead to cases of chronic pulmonary aspergillosis. In large doses, Aspergillus mold spores may even cause liver failure due to the carcinogenic mycotoxins the spores produce in the body. Cleanrooms negate the risk of fungal contamination through proper ventilation, particulate control and positive pressure.
Create a Safer Work Environment for Employees
Employees who work in cultivation facilities in the cannabis industry face various occupational hazards. Many of these hazards are related to being in contact with fungicides, mold spores and chemical fertilizers. The exposure can result in issues such as allergic reactions, respiratory irritation and other physical threats. Cleanrooms and how they function can deter many of these risks. For example, the lack of need for fungicide use automatically lowers the risks due to lacking exposure. Further, because protective gear is required to maintain the integrity of the cleanroom, there is less of a chance an employee’s skin or respiratory system is exposed to irritants.
Cleanrooms: The Potential Future of Cannabis Cultivation
As cannabis becomes a more robust industry and regulations become more clearly defined, growing standards are bound to change. As speculations of national regulations veer closer to reality, growing cannabis industrially may even mean required cultivation facility upgrades. Cleanroom environments give growers firm control over the health of their crops while ensuring clean products for customers. Therefore, these innovative and health-forward implementations could easily become the norm in the cannabis industry in the future.
Ideal cannabis profits come from high demand/high selling prices and low production costs. The spread between those two, or margin, can determine the life or death of your business. We want to share this series of articles so that your next investment can be highly successful and high margin out-of-the-box.
Regardless of the grow method (soil, coco, rockwool, hydro or aero), every plant performs best in its own ideal environmental conditions. Experienced growers gained success through hard work, and just that, experience. Many have tried more advanced grow technologies, but shied away due to early trial failures or the complexity of maintaining chemistry across a grow facility. The wonderful thing now is that precision sensors and software controls eliminate the risk to robust healthy plants and harvest success. Growers are now able to both manage production while performing research in line with their operations.
We have learned a great deal working with our grow partners over the last 6 years. Every grow facility and location are different due to local weather, business environment and scale. This series of articles and guide, authored by our expert, Christopher Wrenn, will include recommendations of the most successful approaches we have seen here in North America and all over the world.
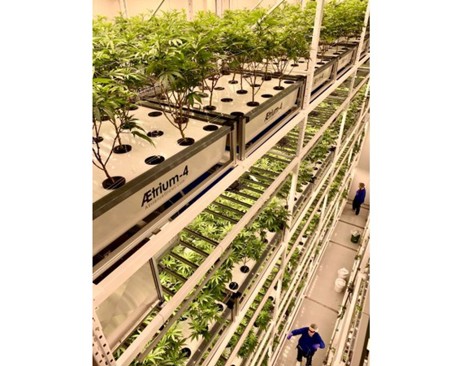
A 4-Layer fully aeroponic flower room using movable racking systems
Building top-quality cultivation facilities is no simple task. Cultivators are also looking for new help as they shift from older soil or media approaches to more efficient grow methods. One powerful method is aeroponics, which is very good at growing any type of plant in air in a sterile environment, with labor, nutrient and water savings.
Where possible, we will share key vendors that support healthy grow operations and (since it is World Series Time), customer examples that are knocking it out of the park. In today’s competitive business environment, it is critical to do what we can to increase profitability and survival in the face of steep headwinds. We want you to crush it and be “the last man standing.”
So, let’s get to it.
Climate: Environmental Control
We begin with a critical leg in your environment. The process of photosynthesis is more than just light, plant and moisture. We want to do more than just grow plants. We want to grow highly profitable plants. That means we have to accelerate photosynthesis so we are growing faster, bigger and more potent than our competitors.
The Vapor Pressure Deficit (VPD) is the amount of “drying power” available in the air surrounding your plants. This is a useful way to understand the amount of moisture your atmosphere can remove from your plants as they digest carbon dioxide and aspirate water and oxygen into the air around your plants. A higher vapor deficit is a good thing for growth; It is also a measurement of how much nutrient you can uptake into the plant roots and convert into size and potency in the canopy. We recommend that you have resources in your grow rooms to maintain your environment to within 5% of both your humidity and temperature targets for ideal results.
Onyx Agronomics is a Tier 3 indoor cultivator in the State of Washington. This is the canopy in one of their 8 flower rooms.
In our Top Quality Cultivation Facilitywhite paper, we review environmental settings for temperature and humidity for mother, clone/veg and flower rooms for day and night light cycles from early cuttings through to end of harvest flush. Day temperatures can be up to 20% higher than night temperatures for example.
Cooling
Managing temperature may seem straight-forward but the heat generated by LED lights, HPS lights or the sun will vary across rooms, time exposure and with the distance of the light source from the plants. Measurement sensors should be distributed across rooms to monitor and trigger temperature resources.
Humidification/Dehumidification
This is a topic that can be underappreciated by cultivators. It is important to slowly transition humidity as you move plants from cuttings to clones, to veg and to flower. Beginning in a very humid stage to motivate root start, humidity will be stepped down from an opening near 90% down to an arid 50% in your end of flush flower rooms. We detail the transitions in 5% increments in the white paper.
The 4-Layer aeroponic flower room with movable racking systems from the side with a tall human for scale. One can do a lot with 30′ ceilings.
Relative Humidity (RH) and the related VPD are the key metrics to accelerating growth throughout the stages. Not sizing dehumidifiers correctly is one of the most common mistakes our grow partners learn about as they move to full production. In the first phase of turning cuttings from healthy mothers into rooted clones, hitting your target VPD to motivate root growth is the number one success factor. This will require the addition of humidity into your clone room. It is also typical to require raise the humidity of your flower rooms when you transition clone/veg plants from the high humidity clone/veg room into an initially dry flower room, otherwise the plants may go into shock as a result of the dramatic change.
As flowering begins, if humidity remains high, and the VPD is below target, the plants will not be moving nutrients and transpiring moisture. We have seen lowering the humidity from 70% in a flower room down to 50%, results in a yield increase from 50 grams to 90 grams of dry trim bud per plant, so a smooth transition can both accelerate growth and have a big impact on your margins and profitability.
Plants in aeroponics can truly have explosive growth. This means that they will also transpire moisture at an accelerated rate. Fast automated growth in aeroponics means increased humidity output. Sizing these critical systems for humidification/dehumidification are a critical part of the design process.
Airflow
Fans combined with your cooling/heating/humidity/dehu systems need to mix the air in a room to break the boundary layer at the leaf surface for transpiration. As we covered, VPD is critical to growth success. A dry surface motivates the plants to transpire moisture. We recommend flow rates across the canopy in a 0.5-1.5 meter/second rate to align to your genetics and where you are in the flowering process.
A raw facility before it gets outfitted.
Airflow and flowering means rich beautiful aromas are generated. Every facility has to consider odor control. If you are in a populated area, you will have ordinances and neighbors to satisfy. The best way to do this is to minimize the amount of air that exits a facility. This is also the cheapest approach.
Sterile HEPA filters and scrubbing systems clean air of pathogens and odor but they also need to circulate and “condition” air to the correct temperature and humidity levels before it can be recirculated into a room. Oftentimes, this is a good place to also recapture humidity and reinject it into your pure water cleaning systems.
Key vendors to talk to about sizing air treatment systems are SURNA, Quest, Desert Aire and AGS. Each of these vendors have specialties and tend to be superior partners in different regions of the world. We would be happy to introduce you to excellent support resources for air management systems.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.


 For those Qualified Equity Licensees who have already received a fee waiver, it’s important to remember that this is a yearly process, and that they must continue to submit a request for equity fee relief at least 60 calendar days before the annual expiration date of their license.
For those Qualified Equity Licensees who have already received a fee waiver, it’s important to remember that this is a yearly process, and that they must continue to submit a request for equity fee relief at least 60 calendar days before the annual expiration date of their license.