Aeroponic & hydroponic systems can operate with little to no soil or media. This eliminates the pest vectors that coco-coir, peat moss/perlite and organic media can harbor as part of their healthy biome approach. Liquid nutrient systems come at the nutrient approach from a different direction. Pure nutrient salts (nitrogen, potassium, magnesium and trace metals) are provided to the plant roots in a liquid carrier form. This sounds ideal for integrated pest management programs, but cultivators have to be aware of water and airborne pathogens that can disrupt operations. I will summarize some aspects to consider in today’s summary.
The elimination of soil media intrinsically helps a pest management program as it reduces the labor required to maintain a grow and the number of times the grow room doors are opened. Join that with effective automation with sensors and software, and you have immediate improvements in pest access. Sounds perfect, but we still have staff to maintain a facility and people become the number one source of contamination in a grow operation.
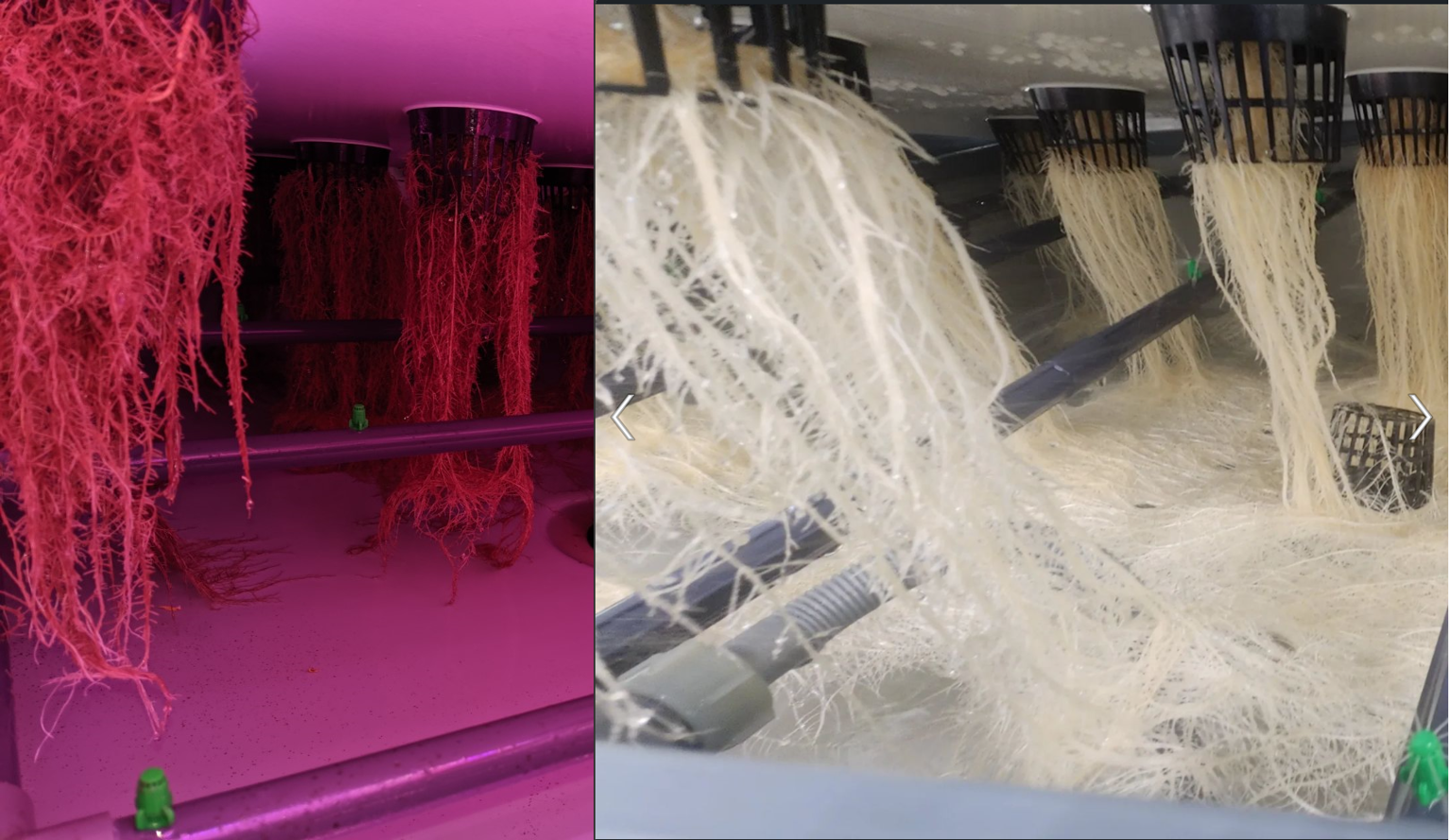
Figure 1: Example of Pythium Infected & Healthy Roots
Insects do damage directly to plants as they grow and procreate in a grow room. They also carry other pathogens that infect your plants. For example, root aphids, a very common problem, are a known carrier of the root pathogen, Pythium.
Procedures
One of the most common ways for pests to access your sealed, sterile, perfectly managed facilities are in the root stock of outsourced clones. If you must start your grow cycles with externally sourced clones, it is strongly recommended that you quarantine those clones to make sure that they do not import pest production facilities into your operation. Your operation management procedures must be complete. If you take cuttings from an internal nursery of mother plants, any pathogens present in your mother room will migrate through cuttings into your clones, supply lines, and subsequently, flower rooms.
Start your gating process with questioning your employees and visitors. Do they grow at home or have they been to another grow operation in the last week? In the last day? You may be surprised by how many people that gain access to your grow will answer these questions in the affirmative.
Developing standard operating procedures (SOPs) that are followed by every employee and every visitor will significantly reduce your pest access and infection rates, and hence, increase your healthy harvests and increase your profitability. Procedures should include clothing, quarantining new genetics and cleaning procedures, such as baking or irradiating rooms to guarantee you begin with a sterile facility. This is covered more in the complete white paper.
Engineering Controls
Figure 3: Access Control: Air Shower, FarmaGrowers
Technology is a wonderful thing but no replacement for regimented procedures. Considered a best practice, professional air showers, that bar access to internal facilities, provide an aggressive barrier for physical pests. These high velocity fan systems and exhaust methods blow off insects, pollen and debris before they proceed into your facility. From that access port into your grow space, positive air flow pressure should increase from the grow rooms, to the hallways, to the outside of your grow spaces. This positive airflow will always be pushing insects and airborne material out of your grow space and away from your plants.
Maintaining Oxidation Reduction Potential (ORP)
ORP is a relative measurement of water health. Perfect water is clear of all material, both inert and with life. Reverse osmosis (RO) is a standard way to clear water but it is not sufficient in removing microscopic biological organisms. UV and chemical methods are needed in addition to RO to clear water completely.
ORP is an electronic measurement in millivolts (mV) that represents the ability of a chemical substance to oxidize another substance. ORP meters are a developing area and when using a meter, it is important to track the change in ORP values rather than the absolute number. This is due to various methods that the different meters use to calculate the ORP values. More on this in the white paper.
Oxidizers
Figure 4: AEssenseGrows Aeroponic Nozzles
There are two significant ways to adjust the ORP of a fertilizer/irrigation (fertigation) solution. The first is by adding oxidizers. Examples are chemical oxidizers like hydrogen peroxide (H2O2), hypochlorous acid (HOCl), ozone (O3) and chlorine dioxide (ClO2). Adding these to a fertigation solution increases the ORP of the fertigation solution by oxidizing materials and organic matter. The key is to kill off the bad things and not affect the growth of plants. Again here, the absolute ORP metric is not the deciding factor in the health of a solution and the methods by which each chemical reaction occurs for each of these chemicals are different. This is compounded by the fact that different ORP meters will show different readings for the same solution.
Another wonderful thing about automation and aeroponic and hydroponic dosing systems is that they can automatically maintain oxidizing rates and our white papers explain the methods executed by today’s automation systems.
Water Chilling
Another way to adjust ORP is to reduce the water temperature of the reservoirs. Maintaining water temperature below the overall temperature of your grow rooms is imperative for minimal biological deposition and nutrient system health. Water chillers use a heat exchanger process to export heat from liquid nutrient dosing reservoirs and maintain desired temperatures.
The benefit of managing ORP in aeroponic and hydroponic grow systems is highly accelerated growth. This is enhanced in aeroponics due to the effectively infinite oxygen exchanging gases at the surface of the plant roots. Nutrient droplets are sprayed or vaporized in parallel and provided to these root surfaces. Maximizing the timing and the best mineral nutrients to the root combustion is the art of grow recipe development. Great recipes drive superior yields and when combined with superior genetics and solid environmental controls, these plants will deliver spectacular profits to a grow operation.
Another Hero Award
Before closing this chapter, we have many cultivators that are producing stellar results with their operational and IPM procedures, so it is hard to choose just one leader. That said, our hats are off to RAIR Systems again and their director of cultivation, Ashley Hubbard. She and her team are determined to be successful and drive pests out of their operations with positive “little critters” and the best water treatment and management that we have seen. You are welcome to view the 7-episode walkthrough of the RAIR facility and their procedures here.
Flower continues to be the dominant product category in US cannabis sales. In this “Flower-Side Chats” series of articles, Aaron Green interviews integrated cannabis companies and flower brands that are bringing unique business models to the industry. Particular attention is focused on how these businesses navigate a rapidly changing landscape of regulatory, supply chain and consumer demand.
Audacious (OCTQB: AUSA) is an Aurora (TSX: ACB) spinoff formerly known as Australis Capital, Inc. They have focused on an asset-light expansion strategy whereby they leverage their expertise in designing cannabis facilities in exchange for favorable cost plus arrangements for a percentage of the facilities’ production.
We interviewed Marc Lakmaaker, SVP of Capital Markets at Audacious. Prior to joining Audacious, Marc worked with Terry Booth at Aurora. His background is in investor relations.
Aaron Green: Marc, how did you get involved in the cannabis industry?
Marc Lakmaaker: I was working for an investor relations agency. and one of my colleagues left and she had a cannabis client that I took over, which was Bedrocan, Canada. I started working with them. They were then acquired by Tweed, which became Canopy. The guy I was working with at the time at Bedrocan was Cam Battley, who then went to Aurora. As soon as he joined Aurora, he said, “I need some help.” So, I came in house and worked there until July 2019. When I left, I set up my own agency, but by that time, I’d been working with Terry Booth for a few years. Then, this past December, Terry got in touch with me and said he needed my help. It was after the concerned shareholders had won the shareholder battle around Australis and the rest is history. So, I’ve now been working with Audacious, which was Australis, since December of last year, roughly.
Green: Just quickly on Australis: So, Audacious is basically a spin off of Aurora, correct?
Lakmaaker: Correct. So, at the time, Aurora had a couple of US assets on its balance sheet, a piece of land an annuity through a company Michigan. We were listed on the TSX. We were going to list or had just listed on the NYSE and were arranging for loan facility with a syndicate of banks. They said, “even though these assets are dormant, you can’t have any US assets on your balance sheet.” So, we spun Australis off – a little bit how Canopy had spun off Canopy Rivers. But it was really the idea that Australis is going to become the foothold for Aurora in the US cannabis market because Aurora has back-in rights.
The management team was put in place and started making some investments in the cannabis space, but kind of drifted away, sort of more into FinTech. First, it was FinTech related to cannabis and then FinTech, full stop. That’s when the shareholders were like, “we don’t agree with this.” Then the proxy battle started in which the dissident shareholders, or the concerned shareholders, won overwhelmingly. The Board left. The management team left. A new management team was put in place, a new Board in place, and it was kind of a restart.
So, we feel like we’re a bit of a startup. But a very rapidly moving startup. We’ve done an incredible amount of work in just the last seven to ten months. There was a lot of housekeeping to do. A lot of stuff related to restructuring the company, dealing with the departing management teams, dealing with bringing new management, etc. There were some deals that had to be unwound… Housekeeping if you will.
Green: Australis went down the FinTech route. What are the plans for Audacious now?
Lakmaaker: We’ve already started. We pivoted right away. In early January, we announced two acquisitions. One of ALPS, and the other one of Green Therapeutics. ALPS is really what is enabling us to execute on our strategy. It’s a very different strategy. It’s an asset light model, because we figured out that in order to grow quickly in this market without spending huge amounts of shareholder money, you need to be able to get into markets in a capital-light fashion. ALPS is the world’s preeminent greenhouse design company. Not just greenhouses, but also indoor facilities. They’ve got a 35-year track record in fruits and vegetables. They’ve got an eight-year-plus track record in cannabis – and built some of the best facilities in the world. They’ve got a lot of IP.
Marc Lakmaaker, SVP of Capital Markets at Audacious (formerly Australis)
The proof point of that is our relationship with Belle Fleur. It’s a social equity license holder in Massachusetts. We helped them build their facility. We’re not contractors, but we do the design and engineering. We help them with partner selection. We do the construction management. We bring in a general contractor. Then we do the commissioning, and optionally, post-commissioning services, making sure that the facilities are dialed in. In return for all that IP, because what people know that what they get at the end of it is high quality, consistent cannabis and very low operating costs, we ask our clients to dedicate a certain percentage of their canopies to grow with our cultivars. Those we will buy back on a cost plus arrangement and we use that to launch our brands into whatever jurisdiction.
So, in Massachusetts, we’re working with Belle Fleur. We’re getting 10% of their canopy. We’re buying it back at cost plus 5%. So, we don’t have to sink money into building the facility. We’re not carrying the cost of capital there. We’re also not paying wholesale prices. And these relationships are locked in for a long time. I can’t remember if it was five or 10 years. So, it’s a very, it’s a different strategy, but it’s not contrarian – it’s very de-risked, that allows us to launch into new countries.
Then for Green Therapeutics, we’ve got a number of award-winning brands like Provisions and Tsunami. We’re kind of phasing out GT Flowers and there will be something else in its place. We also acquired Loose, which caters to a younger demographic, with a high potency shot beverage line that is now for sale in California.
We also have a partnership with PBR, the Professional Bull Riders Association. There’s some statistics around that that just absolutely blew me away – 83 million permanent fans! That’s 25% of the US population. I think the average income is $70,000. That’s well above the national average and the general split is fairly even too; it’s 53/47, male/female. Proper American sport! They have hundreds of hours of exposure on CBS. They’ve got 2 billion imprints on social media. So, with PBR, we launched Wreck Relief, which has several recognized and approved pain products in the lineup.
Green: What markets are you in right now?
Lakmaaker: Right now we’re in Nevada with cannabis products. This is our home market where our head offices are in Las Vegas. We’re in California. We just bought a dispensary in San Jose that comes with a partnership with Eaze. On top of that, we’re operationalizing in Missouri and Oklahoma, and officially building in Massachusetts.
Then through ALPS because they does both cannabis and non-cannabis, we’re in a number of states. We’re looking to get more of the supply deals. We’re also doing a lot of vegetable facilities throughout the entire world. We’re in Europe, we’re in Asia, in the Middle and in North America, we build these facilities from the desert up to the Arctic.
There’s a big movement right now to produce food that is safe and has a smaller carbon footprint. So, our facilities are kind of inherently more sustainable. They use up to 95% less water, less labor, less energy, they are less prone to disease, crop failure, everything. And because you are local producing for local communities, you reduce the transport carbon footprint.
Green: What in your personal life or in cannabis are you most interested in learning about?
Lakmaaker: I really like the sciences. I’m a chemical engineer by training. I think what is going to take an incredible flight in the years to come is the application of medical scientific research that’s being done right now. To me, that’s fascinating because the cannabis plant is something special. It’s got such a broad utility that we know, anecdotally. I think we’re moving towards a world where we’re going to see a lot of breakthroughs on the medical side.
I’m very excited about the other end too – cultivation. I think tissue culture is going to play an incredible and important role.
Carbon Dioxide (CO2) extraction is a processing technique whereby CO2 is pressurized under carefully controlled temperatures to enable extraction of terpenes, cannabinoids and other plant molecules.
Green Mill Supercritical is a Pittsburgh-based manufacturing and engineering company focused on cannabis and hemp extraction. The company offers a range of CO2 extraction equipment where users can tune and control their extraction methods.
We spoke with Wes Reynolds, CEO of Green Mill Supercritical. Wes recently joined Green Mill as CEO and investor in the company after a long career at the Coca-Cola Company in senior sales and general management roles.
Aaron Green: Wes, thank you for taking the time to chat today. How did you get involved in Green Mill?
Wes Reynolds: I came out of a 20-year career at Coca-Cola, where I lived and worked around the world. I was a sales and general management guy with Coke, and learned a lot about running businesses and how to drive growth. I left Coke in 2017. After that successful career I wanted to be in the cannabis space. I felt like cannabis was a growing space with a lot of opportunity and a lot of misperceptions out there, particularly around the foundations of what I would call the “evil reputation” of cannabis. I just found that abhorrent and wanted to be part of changing it.
Wes Reynolds, CEO of Green Mill Supercritical
So I ran the Florida operations for Surterra, which is now called Parallel, for a year out of Tampa, and we did a great job of growing that business in Florida. As the president of the Florida operation for Surterra, I saw everything seed-to-shelf for the industry. We had a 300,000-square-foot greenhouse in Central Florida, we had dispensaries, we had all the production, distribution and all the marketing. I was really able to learn the industry top to bottom.
When I left Surterra, I started looking at various investment opportunities and thinking about what I might want to do next. I came across Green Mill out of Pittsburgh, and was really impressed with the technology that they had put together. Having run a company where we used CO2 extraction, I had experiences with systems that didn’t work when they were supposed to or didn’t work the way they were promised, which led to lots of downtime, lots of frustration and lots of babysitting. I was impressed with Green Mill’s engineering approach and decided that I’d like to be involved with them. I originally considered just being an investor, but more and more conversations led to a greater understanding of some basic business administrative needs that they had as well. One thing led to another and I agreed to come on as the CEO, and I’m also an investor.
I’m excited about what we’re doing at Green Mill. I think that bar none, we make the best supercritical CO2 extraction equipment out there. We continue to innovate on that every day. We want to push CO2 beyond known limits, which is our stated goal as a company. We believe in CO2 and we’re living our goal in that we really are pushing it beyond known limits. There are new things we’re uncovering every day where we go, “Oh, my God, I didn’t know we can do that with CO2!” So, that’s kind of fun.
Aaron: Can you tell me just a high-level overview of how CO2 extraction works?
Wes: A supercritical CO2 extraction system is a collection of extraction vessels and fractionation vessels or collection vessels. In our case fractionation because we’re doing multiple collections through a single run. Then you need a system of pumps and valves and tubing, etc. to move the solvent in a supercritical state through the packed biomass, and then move the extracted compounds into a set of collection vessels. It sounds very easy. But the key to supercritical CO2 extraction is controlling temperature, flow rate and pressure. The better you can control temperature, flow rate and pressure, the more precise of an outcome you’re going to get. For example, say you run a three-hour extraction run, and you want to run it at 3500 psi. Well, you know, a competitive system might fluctuate 300 to 400 psi on either side of 3500. Whereas our system currently fluctuates more like five to 10 psi on either side of the 3500. So, there is much more control and precision.
Our whole goal, when we’re talking about pushing CO2 beyond known limits, is how do we continue to chase that holy grail of perfect control of temperature, flow rate and pressure? One of our advances so far is a proprietary pump, for example, that’s a liquid displacement pump that we engineer and build. It ensures a very even and consistent flow, independent of the pressure setting. So, that flow rate doesn’t change in our system compared to what you would see with another system. It sounds like a minor thing, except that at the end of a run, if you expected to get a certain set of molecules, you’re going to get a different set of molecules if your temperature and flow rate and pressure are varying, because what you’re doing is disrupting the density of the CO2 as it flows.
It’s about building a system that is precise in that way, I think, that requires enormously skilled engineering effort and design effort on the front end, and then requires us to have advanced production and manufacturing capabilities in our shop in Pittsburgh. Our customers are clearly impressed with the levels of consistency that they’re getting out of their system.
Aaron: You talked about precision and consistency as two items. Is there anything else that makes Green Mill different?
Wes: I’m a brand guy. I believe in brands. I came out of a 20-year Coca-Cola career.
The way that the cannabis industry is going in total, in my opinion, is the consumer is going to get more and more discerning along the way. Up until this point, everybody thinks “oh, we have THC and CBD and we have intensity.” But the more sophisticated and educated consumers get, the more discerning they’re going to be about what products they want to put in their bodies.
What makes Green Mill different is that we’re building a system that allows the operator of that system to create differentiated products for the marketplace. So, it’s not simply “CBD is CBD.” It’s: what plant did you start with? How can you maintain as many of the characteristics of that plant as possible?
We’re going to create the most sophisticated tool possible to allow the operator to create products that can be differentiated in the marketplace for a discerning consumer at a premium price. That way, you can create a market where there might not have been a market before, instead of just “hey, I’ve got X pounds of biomass that I need to extract. Give me your bluntest instrument and let me extract.”
Green Mill Supercritical’s SFE Pro
We currently make five different systems. First is the SFE Pro. We make a seven and a half liter and a 10-liter version, with two-vessel configurations of each of those. Then we have what we call a Parallel Pro, which has four 10-liter vessels and two pumps, with two streams running parallel to each other and emptying into shared collectors. It doubles the extraction rate, and you don’t expand the footprint very much. But 10-liter vessels are the biggest vessels we use. Because when you go too large with the vessel, you are giving up something in terms of the ability to control temperature, flow rate and pressure. Your efficiency starts to drop with higher vessel volume.
One of the things that makes Green Mill different is our extraction rate. Our Parallel Pro can do 145 pounds a day of biomass. We think that’s a significant amount, given the demand that’s out there for unique products. What we’re advocating for is multiple extraction systems instead of giant permanent installations of extraction systems, that end up limiting your flexibility. Big systems also prevent you from creating redundancies in your operating system. So, when your extraction system goes down, you’re done. Versus in our universe, we would say, you might want to have three or four extraction systems in different locations, running different products. Our price points are such that that’s very doable.
Aaron: How does the breakdown look between your cannabis and hemp clients?
Wes: A lot of that is legislative frankly. It has to do with what the environment is like at the moment. About 60% of our customers are small hemp farmers. And then we have the other 40% in the cannabis space that are medical or adult use producers.
CO2 extraction has a lot of applications beyond cannabis. We have a couple of customers using our system for hops extraction, for example. We see an enormous opportunity out there for non-cannabis botanical extraction, but our primary focus is cannabis. That is what we’re designing this system to do.
We find that small hemp farmers love our system because it is reliable and very automated. We have proprietary software that operates the whole system. You load and run various “recipes,” at least we call them recipes. What you are doing is setting flow rate, setting temperatures, setting pressures, etc., then that proprietary software has an unbelievable ability to control everything through the process. I’ve talked to several different operators who have used other machines, and then found themselves on a Green Mill system and couldn’t believe how easy, but also feature-rich it was.
I talk about it like it’s like an oven, you know, you set the oven at 375 degrees. And a really good oven stays right at 375. You still need to be a good chef to be able to make that perfect cheesecake. But without that oven, your hands are tied, so you are constantly trying to check those, “is it still 375? I don’t know!” With our system, if it says 375, it holds at 375. So we’re pretty excited about that.
And we’re going to continue to innovate. For example, we have a proprietary heat exchanger that we use on our systems. It’s actually 3D printed stainless steel. It’s about a 20-pound piece of steel that’s been printed to have a special tubing shape in the center only possible with 3D printing that allows us to heat CO₂ very quickly.
Aaron: That’s very cool. I’m noticing a lot actually, the innovations in cannabis are creating these adjacent market opportunities in botanicals. So, I think that’s interesting you point that out. You mentioned terpenes are one of the things you collect out of the CO2 extraction. Can you talk about the crude that comes off and how people are either monetizing or formulating that crude?
Wes: Our goal is to produce the “purest crude” possible. So, we want “less crude” crude. I think that we’re at the beginning of this, Aaron. We’re nowhere near the end, which is what I find so exciting, because all of our innovation, all of our continued development and all of our experimentation is designed to keep thinking, how do we push this further and further and further and get a more refined crude.
Green Mill Supercritical’s Parallel Pro
We just welcomed Jesse Turner to our team as Director of R&D, who is a well-known extraction guy in the industry. He came from Charlotte’s Web and Willie’s Reserve, and has been doing independent consulting. He’s just a rock star. He’s already off and running on experimenting with different stuff.
I think that we are just at the beginning of seeing more and more of that opportunity to help people realize, “Oh, my gosh, I did not know you could do this!” Terpenes are a good example. I think we are only scratching the surface of what terpenes can do. I mean, a cannabis plant has 400 plus molecules and we know a good bit about probably 10 or 12 of them. So, what are we going to find out about the other 390? And as we do, the Green Mill system will be ideal for separating those molecules that we don’t know today are valuable. So, I think that’s part of what we’re chasing as well.
Aaron: So where do you see CO2 extraction fitting into the cannabis and hemp supply chain?
Wes: For any product on the market that is not a smokable flower it helps to have an extraction process. There may be some products that come out that we don’t know about yet that are not going to qualify in that category. Whether you are talking about vape cartridges, or lozenges, or gummy bears, or whatever it is, they are going to start with extract. I think what consumers want is zero adulteration of their product. So if you take any botanical product, and if it is GMO-free, does not have any pesticides, maybe it is all organic, etc. — there is real consumer appeal to that. Whether you agree with it or not, it is what consumers want.
We believe that we can continue to push CO2 so that there’s no requirement for introduction of any other materials than just CO2, which is a completely inert gas. It’s got no residual effect whatsoever on the product. If we get where we want to go, then eventually you are talking about a pure botanical experience.
Initial upfront capital is higher than you are going to see with ethanol and butane extraction solutions for the same size equipment, but ongoing operating costs of those are much higher, when you weigh it out over a period of time. I think what we are going to find is that people are going to keep coming to CO2 because they realize there are things they can do with it that they can’t do any other way.
The end consumer is really who we want to keep in mind. I think for a long time, this industry was very demand driven. “I have X acres of cannabis product, whether that’s hemp, sativa, indica, whatever it is, and I need to extract this many pounds a day over this period of time.” And we keep asking the question, well, who’s going to buy that product on the other side? What do you want it to look like when you put it out on the market? As opposed to how much raw plant matter do you have? What’s the demand? And that was a difficult conversation. We’re starting to see more people come around to that conversation now. But I think that’s the question we want to keep answering is how do we create those products that are differentiated in the marketplace and that can pass muster in any regulatory environment? People are going to want to know what’s in their product.
Aaron: What trends are you following in the industry?
Wes: As the CEO, I’m particularly interested in the overall development of the landscape of the industry in terms of who’s playing, who’s winning, what’s happening with legislation, MSOs versus SSOs. I’m also interested in the international environment. We have a good bit of interest from multiple countries that have either ordered Green Mill systems or are talking to us about Green Mill systems, including Canada and Latin American countries, some European countries, Australia and New Zealand.“We’re really committed to educational efforts with a very rigorous scientific foundation, but in language that is approachable and people can understand.”
The trends that I’m particularly interested in are more on the business side of the equation, in terms of how this business is going to shake out particularly from a capitalization perspective, as banking laws continue to change, which is a big deal, and the legislative environment gets a little more predictable and a little more consistent.
Aaron: Okay, last question. So what are you personally interested in learning more about?
Wes: Everything, is the short answer! I constantly run this little challenge of trying to understand enough of the science. I’m not a scientist, I’m a sales guy. That was how I grew up: general management and sales. I’ve made my living over many years being wowed by the pros. Depending on the scientists and the very specialized folks to help provide the right answers to things. I’m fascinated by the chemistry and I’m fascinated by the mechanical engineering challenges of what we do at Green Mill. So, I’m always interested in learning about that.
I think there’s a need, and it is helpful to be able to talk about those things in language that the layperson can understand, as opposed to explaining everything in scientific language. I think what I am trying to do is help people put it into a language that they can get, but that is not simple. Language that is correlative to reality. I think there’s so much misunderstanding about how these things work and what’s happening. We’re really committed to educational efforts with a very rigorous scientific foundation, but in language that is approachable and people can understand.
Aaron: Okay, that’s it. Thank you for your time Wes!
Automation of processes can provide great benefits including improved quality, improved throughput, more consistency, more available production data, notifications of significant events and reduced costs. However, automation can also be expensive, overwhelm your workforce, cause future integration problems and magnify issues that you are currently experiencing. After all, if a machine can do work 100 times faster than a human, it can also produce problems 100 times faster than a human. Whether it is a benefit or a scourge depends largely on the implementation process.
There are thousands of possible technology solutions for just about any production problem. The trick to getting results that will work for your company is to use good engineering practices starting from the beginning. Good engineering practices are documented in various publications including ISPE Baseline Guides, but there are common threads among all such guides. What will the system be used for and what problem is it intended to solve?
The key is implementing a system that is fit for your intended use. As obvious as it sounds, this is often the most overlooked challenge of the process. In the grand scheme of things, it is a MUCH better proposition to spend more time planning and have a smooth operation than implement a system quickly and fight it because it isn’t a good fit for the intended use. The industry is littered with systems that were prematurely implemented and complicate rather than simplify operations. Planning is cheap, but fixing is expensive.
The most important step to getting an automated system that will work for you is also the first:
Defining “what” you need the system to do: User Requirements
Once automation is in place, it can be a boon to production, but don’t let your systems get ahead of your planning! It can be difficult to catch up.
With decades of experience in the automation industry, I have seen systems in many industries and applications and it is universally true that the definition of requirements is key to the success of the automation adventure. To clarify, the user requirements are intended to define “what” the system is required to do, rather than “how” it will do it. This means that persons that may not be familiar with the automation technologies can still be (and usually are) among the most important contributors to the user requirements document. Often, the people most familiar with the task that you wish to automate can contribute the most to the User Requirements document.
Some of the components of a User Requirements document typically include:
Purpose: What will the system be used for and what problem is it intended to solve?
Users: Who will be the users of the system and what is their relevant experience?
Integration: Is the system required to integrate into any existing or anticipated systems?
Regulatory Requirements: Is the system required to meet any regulatory requirements?
Functions: What is the system required to do? This may include operating ranges, operator interface information, records generation and storage, security, etc.
Performance: How many units per hour are required to process? What percent non-conforming product is acceptable?
Environment: What environment is the system required to operate in? Indoor, outdoor, flammable, etc.
Documentation: What documentation is required with the system to support ongoing maintenance, calibration, etc.?
Warranties/Support: Will you perform work in-house, or will the manufacturer support the system?
The level of detail in the User Requirements should be scaled to the intended use. More critical operations may require more detailed and formal User Requirements. At a minimum, the User Requirements could be a punch list of items, but a detailed User Requirements may fill binders. The important thing is that you have one, and that the stakeholders in the operation have been involved in its production and approval.Once completed, the User Requirements can be a very good document to have for prospective providers of solutions to focus their attention on what is important to you, the customer.
Equally important to the process is the idea of not over-constraining the potential solutions by including “how” the system will meet the requirements within the User Requirements. If it is required to use specific technologies for integration with other existing systems, it is appropriate to include that information in the User Requirements. However, if use of a particular technology (e.g. “wireless”) is not required, the inclusion may unnecessarily eliminate viable design options for systems that may address the requirements.
Once completed, the User Requirements can be a very good document to have for prospective providers of solutions to focus their attention on what is important to you, the customer. This helps to ensure that they focus their efforts in the areas that match your needs and they don’t waste resources (which translate to your costs) in areas that don’t have tangible benefits to you, the customer. It also gives you a great tool to “value engineer”, meaning that you can consider cutting design options that do not support the User Requirements, which can reduce project costs and timelines, keeping things lean and on track.
Further steps in the project are built around the User Requirements including system specifications provided by vendors, testing documentation and the overall turnover package. An appropriately scaled User Requirements document is a low cost, easy way to ensure that your automated system will serve you well for years to come. Alternatively, the lack of a User Requirements document is an all-too-common indicator that there may be challenges ahead including scope creep, missed deadlines and unacceptable long term performance.
If you are in the business of growing cannabis, you should be aware of the common reasons for production losses, how to address root causes and how to prevent future occurrences in a sustainable way. Human error is the number one root cause identified in investigations for defects in the cultivation business. Sadly, little is known about the nature of these errors, mainly because our quest for the truth ends where it should begin, once we know it was a human error or is “someone’s fault.”
Yes, human error usually explains the reason for the occurrence, but the reason for that error remains unexplained and consequently the corrective and preventive actions fail to address the underlying conditions for that failure. This, in turn, translates into ineffective action plans that result in creating non-value added activities, wasting resources and money as well as product.
Human error can occur when workers are in direct contact with the plant
So after investigating thousands of human error events and establishing systems to improve human reliability in manufacturing facilities, it became even clearer to me, the need to have good, human-engineered standard operating procedures (SOPs).
In the cannabis growing process, there are different types of mistakes that, when analyzed, all can be addressed in the same manner. For example, some common errors that we see are either overwatering or nutrient burn, which can occur when the plant is overfed. The same is true in the opposite scenario; underfeeding or under watering lead to problems as well. If your process is not automated, the reason for these failures was most likely human error. Now, why did the person make that mistake? Was there a procedure in place? Was the employee trained? Is there a specific process with steps, sub-steps, quantities and measures? Were tools available to be able to do the task correctly? There is so much that can be done about these questions if we had clear, well-written and simple, but specific instructions. The benefits greatly outweigh the effort required.
Also, besides providing step-by-step instructions to avoid commission errors (to perform incorrectly as opposed to omit some step), there are other types of errors that can be avoided with SOPs.
Decision making like detecting nutrient deficiencies can lead to human error.
Decision-making is another reason why we sometimes get different results than the ones expected. If during your process there are critical, knowledge-based decisions, workers need to be able to get all the information to detect as well as correct situations. Some decisions are, for example, when (detection) and how (steps) should I remove bud rot? Is there a critical step in the process (caution) to avoid other plants from becoming affected? Any information on the what, how, when, where and why reduces the likelihood of a decision error, later described as obvious.
When we face manufacturing challenges like nutrient deficiency in a particular stage, mold, fungus, gnats or even pollination of females, we want to do whatever we can to prevent it from happening again. So consider that from avoiding to detecting errors, procedures are a critical factor when improving human performance.
Here are some guidelines when writing procedures to prevent human error.
Use them. Enforce the use of procedures at all times. As humans, we overestimate our abilities and tend to see procedures as an affront to our skills.
Make sure it is a helpful procedure and users are involved in the process. People that participate in writing rules are more likely to follow them.
Make sure they are available for their use.
All critical activities should have a procedure.
The procedure needs to be clear, have a good format, clear graphics, appropriate level of detail and specific presentation of limits.
Make sure that facts, sequence and other requirements are correct and all possible conditions are considered e.g. “what if analysis”.
Human error won’t be eradicated unless we are able to really identify what is causing humans to err. If eliminating or “fixing” the actual individual eliminates or potentially reduces the probabilities of making that mistake again, then addressing the employee would be effective. But if there is a chance that the next in line will be able to make the same mistakes, consider evaluating human factors and not the human. Take a closer look and your process, system and ultimately your procedures.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.