As the legalization of cannabis continues to spread across the U.S., both THC and CBD products are rapidly growing in popularity, and we can expect that popularity to increase in the coming years. The cannabis industry alone is expected to account for nearly $16.9 billion in revenue this year.
Subsequently, there is a rising need among infused product manufacturers for sufficient filling machinery for CBD and THC products. These products, including CBD oil cartridges, require filling equipment that can provide quick turnaround, detailed parts and simple changeover and cleanup, among other factors. Let’s go over the different types of filling machinery used for these products.
Vial Filling Machines
For small vial packages made of glass, metal or plastic, vial filling machines are available. Often used for a variety of pharmaceutical products, they’re now suitable for filling liquid THC and CBD oil. Vial fillers are also often suitable for filling liquid products of varying viscosity levels, with either the installation of peristaltic pumps or volumetric filling stations.
Rotary Fillers
Rotary fillers can also fill containers at high speeds and with quick turnaround, and are ideal for filling various types and sizes of containers made of materials such as plastic, metal or glass. A good rotary filler will be able to meet the demands of high-speed environments consistently and with accuracy.
Fixed or Variable Volume Cartridge Filling ToolsAs the industry develops more demand for high-quality filling and other types of equipment, more machines are likely to be manufactured or configured specifically with these types of products in mind.
Fixed and variable volume cartridge filling tools often feature a single-handed operation and are used to rapidly fill cartridges for THC and CBD oils used for vaping. With fixed volume fillers, you’ll be able to designate a specific and consistent volume, while variable volume models allow for different fill volumes for applications requiring versatility.
Automatic Fillers
Automatic filling machines will be able to fill a large number of products at varying speed settings, without the need for manual operation. These machines can fill many different types of products with consistency that helps maintain optimal productivity. As with other fillers, automatic fillers are often customizable in a wide variety of configurations.
Filling Syringes
For concentrates, filling syringes are ideal in many cases. Many patients are in need of a specific dosage of oil, and a syringe can allow for accuracy through the inclusion of measurement indicators. Many dispensaries sell syringe units, so this type of packaging method is likely to continue to rise in popularity.
Other Types of Equipment for Liquid Cannabis Packaging
In addition to reliable filling systems, manufacturers should make sure every other aspect of their packaging lines is covered with high-quality equipment. Facilities will require a variety of conveyors to transport products from one end of the line to the other, cleaners to ensure that bottles or other containers are clean prior to filling, and labelers to apply custom labels to packaging, among other machinery.
With one or more of these types of liquid fillers in a facility, companies can maintain accuracy and efficiency throughout their operations when filling CBD or THC products. As the industry develops more demand for high-quality filling and other types of equipment, more machines are likely to be manufactured or configured specifically with these types of products in mind.
To reinforce the ideas in the article, Sanitation Starting Points: More Than Sweeping the Floors and Wiping Down the Table, the main goal of sanitation is to produce safe food and to keep consumers healthy and safe from foodborne illness. With the cannabis industry growing rapidly, cannabis reaches a larger, wider audience. This population includes consumers most vulnerable to foodborne illness such as people with immunocompromised systems, the elderly, the pregnant, or the young. These consumers, and all consumers, need and deserve safe cannabis products every experience.
Sanitation is not an innate characteristic; rather, sanitation is a trained skill. To carry out proper sanitation, training on proper sanitation practices needs to be provided. Every cannabis food manufacturing facility should require and value a written sanitation program. However, a written program naturally needs to be carried out by people. Hiring experienced experts may be one solution and developing non-specialists into an effective team is an alternative solution. Note that it takes every member of the team, even those without “sanitation” in their title, to carry out an effective sanitation program.
Sanitation is a part of the Food and Drug Administration’s Code of Federal Regulations on current Good Manufacturing Practices (GMPs) in manufacturing, packing or holding human food (21 CFR 110). Sanitation starts at the beginning of a food manufacturing process; even before we are ready to work, there are microorganisms, or microbes, present on the work surfaces. What are microbes? At a very basic level, the effects of microbes can be categorized into the good, the bad, and the ugly. The beneficial effects are when microbes are used to produce cheese, beer or yogurt. On the other hand, microbes can have undesirable effects that spoil food, altering the quality aspects such as taste or visual appeal. The last category are microbes that have consequences such as illness, organ failure and even death.In a food manufacturing facility, minimizing microbes at the beginning of the process increases the chance of producing safe food.
Proper sanitation training allows cannabis food manufacturing facilities to maintain a clean environment to prevent foodborne illness from affecting human health. Sanitation training can be as basic or as complex as the company and its processes; as such, sanitation training must evolve alongside the company’s growth. Here are five key talking points to cover in a basic sanitation training program for any facility.
Provide the “why” of sanitation. While Simon Sinek’s TEDx talk “Start with why” is geared more towards leadership, the essential message that “Whether individuals or organizations, we follow those who lead not because we have to, but because we want to.” Merely paying someone to complete a task will not always yield the same results as inspiring someone to care about their work. Providing examples of the importance of sanitation in keeping people healthy and safe will impart a deeper motivation for all to practice proper sanitation. An entertaining illustration for the “why” is to share that scientists at the University of Arizona found that cellphones can carry ten times more bacteria than toilet seats!
Define cleaning and sanitizing. Cleaning does not equal sanitizing. Cleaning merely removes visible soil from a surface while sanitizing reduces the number of microorganisms on the clean surface to safe levels. For an effective sanitation system, first clean then sanitize all utensils and food-contact surfaces of equipment before use (FDA Food Code 2017 4-7).
Explain from the ground up. Instead of jumping into the training of cleaning a specific piece of equipment, start training with the foundational aspects of food safety. For example, a basic instruction on microbiology and microorganisms will lay down the foundation for all future training. Understanding that FATTOM (the acronym for food, acidity, temperature, time, oxygen and moisture) are the variables that any microorganism needs to grow supplies people with the tools to understand how to prevent microorganisms from growing. Furthermore, explaining the basics such as the common foodborne illnesses can reinforce the “why” of sanitation.
PPE for all employees at every stage of processing is essential
Inform about the principles of chemistry and chemicals. A basic introduction to chemicals and the pH scale can go a long way in having the knowledge to prevent mixing incompatible chemicals, prevent damaging surfaces, or prevent hurting people. Additionally, proper concentration (i.e. dilution) is key in the effectiveness of the cleaning chemicals.
Ensure the training is relevant and applicable to your company. Direct proper sanitation practices with a strong master sanitation schedule and ensure accountability with daily, weekly, monthly and annual logs. Develop sanitation standard operating procedures (SSOPs), maintain safety data sheets (SDS’s) and dispense proper protective equipment (PPE).
Overall, sanitation is everyone’s job. All employees at all levels will benefit from learning about proper sanitation practices. As such, it is beneficial to incorporate sanitation practices into cannabis food manufacturing processes from the beginning. Protect your brand from product rework or recalls and, most importantly, protect your consumers from foodborne illness, by practicing proper sanitation.
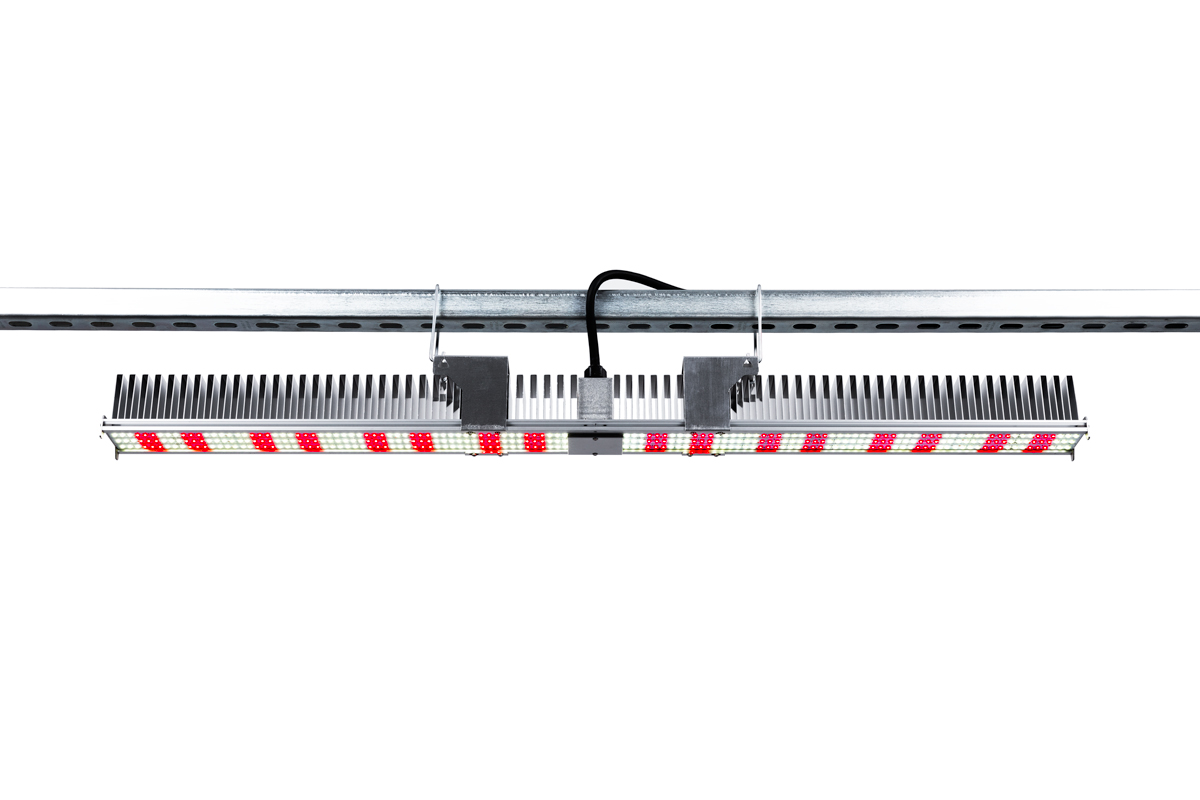
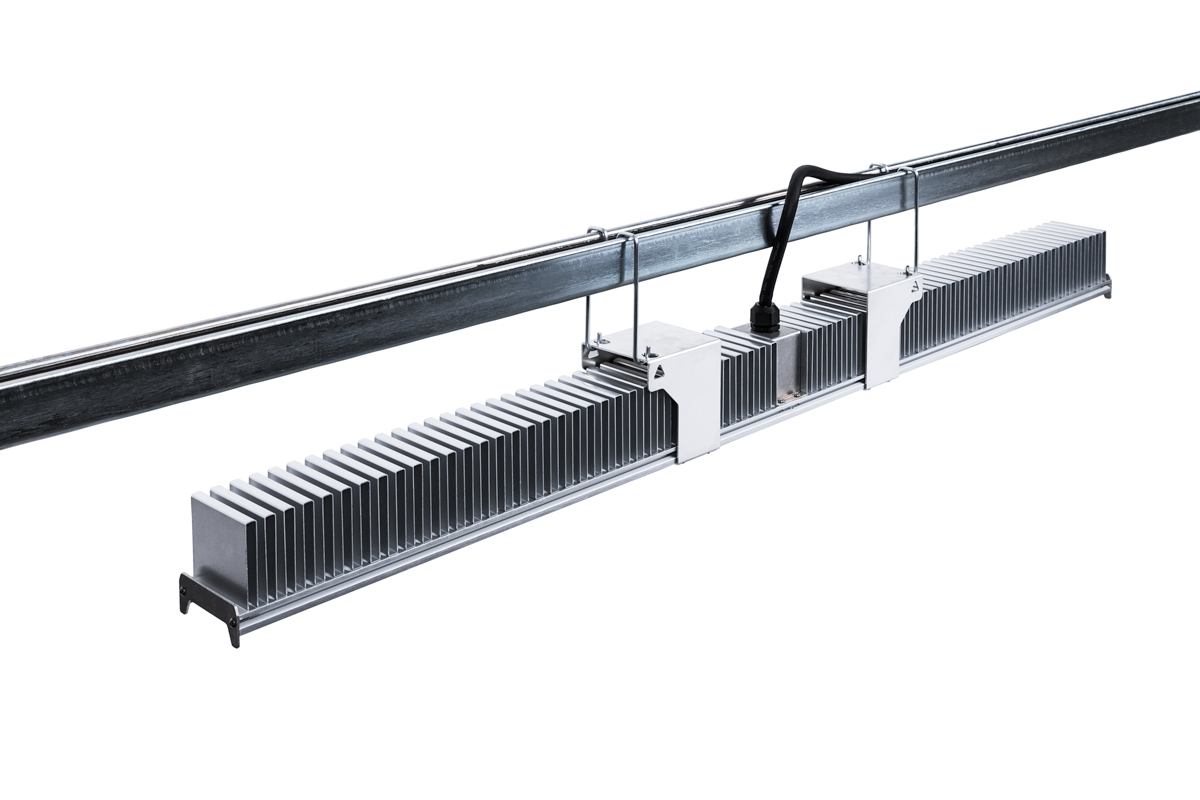
According to a press release yesterday, Illumitex, an industry-leading LED lighting manufacturer and digital horticulture company, announced the release of their newest lighting technology, the Illumitex HarvestEdge Extra Output (XO) LED Horticultural Fixture. This light fixture is the latest advancement of their LED technology, which they claim can help growers maximize their yield considerably.
The HarvestEdge Extra Output (XO) LED Horticultural Fixture
The fixture comes with a 0-10 dimming capability and proven Wet Rating, meaning it is designed and proven to operate normally in a high-humidity environment. Debuted during the NCIA Seed to Sale Show in Boston, MA on February 12th, the company says the XO LED is the first true 1:1 replacement for high pressure sodium (HPS) lights, consuming about 36% less energy.
We caught up with a few members of the Illumitex team at the conference to find out more about the technology and its applications. According to John Spencer, CCO/EVP of Sales & Marketing at Illumitex, their technology has been used by hundreds of grow operations over the past 8 years. “This light was designed with a higher light output for greenhouses, particularly in Canada where the mounting heights are upwards of 7 meters,” says Spencer. “We are minimizing shadowing in the greenhouse, giving growers the opportunity to supplement their sunlight appropriately.” He says they are specifically designed with commercial scale use in mind.
According to Yan Ren-Butcher, Ph.D., Director of Horticulture Science at Illumitex, the light has the highest efficacy on the market right now. “We designed the specific wavelengths and best red, blue and green ratios optimal for photosynthesis,” says Ren-Butcher. “This product launch is based on years and years of experience in horticultural applications, our knowledge in the field of cannabis cultivation and the latest in LED technology, with the highest efficacy in the industry to date.”
In a previous article I discussed the elephant in the room for clients of laboratory services- the possibility of errors, inaccurate testing and dishonesty.
Now, I will explain how the current “smoke and mirrors” of distillation claims are impacting the cannabis industry in the recreational and medical areas. We have all heard the saying, “ignorance is bliss.” But, the ignorance of how distillation really works is creating misinformation and misleading consumers.
That is, just because a cannabis extract has been distilled, doesn’t mean it is safer.There have been reports of people claiming that “Distilled cannabis productsthat are Category 2 distillate are pesticide free and phosphate free, while Category 1 has pesticides and phosphates, but within acceptable limits”
The problem is that these claims of Category 1 and Category 2 cannot be proven just by saying they are distilled. Ignorance of the physical chemistry rules of distillation will lead to increased concentrations of pesticides and other organic contaminants in the supposedly purified cannabis distillate. That is, just because a cannabis extract has been distilled, doesn’t mean it is safer.
So, let’s look at a basic physical chemistry explanation of the cannabis distillation process.
First off, you must have an extract to distill. This extract is produced by butane, carbon dioxide or ethanol extraction of cannabis botanical raw material. This extract is a tarry or waxy solid. It contains cannabinoids, terpenes and other botanical chemicals. It will also contain pesticides, organic chemicals and inorganic chemicals present in the raw material. The extraction process will concentrate all of these chemical compounds in the final extract.
Now you are ready to distill the extract. The extract is transferred to the vacuum distillation vessel. Vacuum distillation is typically used so as to prevent the decomposition of the cannabinoid products by thermal reactions or oxidation. Under a vacuum, the cannabinoids turn into a vapor at a lower temperature and oxygen is limited.
Part of the vacuum distillation apparatus is the distillation column. The dimensions of this column (length and width) along with the packing or design (theoretical plates) will determine the efficiency of distillation separation of each chemical compound. What this means is that the more theoretical plates in a column, the purer the chemical compound in the distillate. (e.g. Vigreux column = 2-5 theoretical plates, Oldershaw column = 10-15 plates, Sieve plate column = any number you can pay for).
The temperature and vacuum controls must be adjustable and accurate for all parts of the distillation apparatus. Failure to control the temperature and vacuum on any part to the apparatus will lead to:
Thermal destruction of the distillate
Oxidation of the distillate
Impure distillate
Now, you can see that a proper distillation apparatus is not something you throw together from a high school chemistry lab. But just having the proper equipment will not produce a pure cannabis product. The physical chemistry that takes place in any distillation is the percentage a chemical compound that occurs in the vapor phase compared to the percentage in liquid phase.So, how can you produce a cannabis distillate that is clean and pure?
For example, let’s look at whiskey distillation. In a simple pot still, alcohol is distilled over with some water to produce a mixture that is 25%-30% ethanol. Transferring this distillate to an additional series of pot stills concentrates this alcohol solution to a higher concentration of 85%-90% ethanol. So, each pot still is like a single theoretical plate in a distillation column.
But, if there are any chemical compounds that are soluble in the vapor produced, they will also be carried over with the vapor during distillation. This means that pesticides or other contaminants that are present in the cannabis extract can be carried over during distillation!
So, how can you produce a cannabis distillate that is clean and pure?
Produce a cannabis extract that has lower concentrations of bad chemicals. Since a lot of the cannabis extracts available for distillation are coming from grey-black market cannabis, the chances of contamination are high. So, the first thing to do is to set up an extraction cleanup procedure.
An example of this is to wash the raw extract to remove inorganic phosphates. Then recrystallize the washed extract to remove some of the pesticides.
Make sure that the distillation apparatus is set up to have proper temperature and vacuum controls. This will limit production of cannabis decomposition products in the final distillate.
Make sure your distillation apparatus has more than enough theoretical plates. This will make sure that your cannabis distillate has the purity needed.
Finally, make sure that the staff that operates the cannabis distillation processes are well trained and have the experience and knowledge to understand their work.
Inexperienced or under-trained individuals will produce inferior and contaminated product. Additional information of extract cleanup and effective vacuum distillation can be obtained by contacting the author.
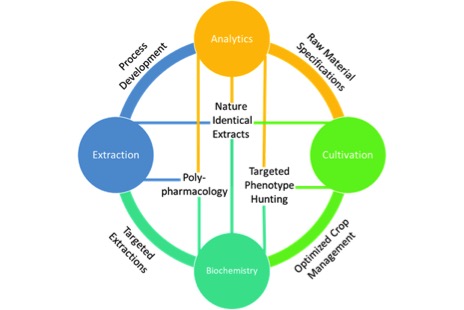
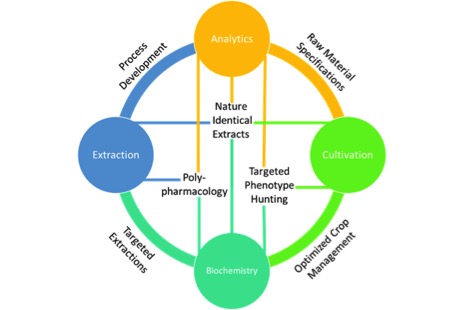
Cannabis extraction has been used as a broad term for what can best be described as cannabis processing. A well-thought-out cannabis process goes far beyond just extraction, largely overlapping with cultivation on the front-end and product development on the back-end1. With this in mind, four pillars emerge as crucial capabilities for developing a cannabis process: Cultivation, Extraction, Analytics and Biochemistry.
The purpose and value of each pillar on their own is clear, but it is only when combined that each pillar can be optimized to provide their full capacities in a well-designed process. As such, it is best to define the goals of each pillar alone, and then explain how they synergize with each other.
At the intersection of each pillar, specific technology platforms exist that can effectively drive an innovation and discovery cycle towards the development of ideal products.Cultivation is the foundation of any horticultural process, including cannabis production. Whether the goal be to convert pigments, flavors or bioactive compounds into a usable form, a natural process should only utilize what is provided by the raw material, in this case cannabis flower. That means cultivation offers a molecular feedstock for our process, and depending on our end goals there are many requirements we may consider. These requirements start as simply as mass yield. Various metrics that can be used here include mass yield per square foot or per light. Taken further, this yield may be expressed based not only on mass, but the cannabinoid content of the plants grown. This could give rise to a metric like CBD or THC yield per square foot and may be more representative of a successful grow. Furthermore, as scientists work to learn more about how individual cannabinoids and their combinations interact with the human body, cultivators will prioritize identifying cultivars that provide unique ratios of cannabinoids and other bioactive compounds consistently. Research into the synergistic effect of terpenes with cannabinoids suggests that terpene content should be another goal of cultivation2. Finally, and most importantly, it is crucial that cultivation provide clean and safe materials downstream. This means cannabis flower free of pesticides, microbial growth, heavy metals and other contaminants.
Extraction is best described as the conversion of target molecules in cannabis raw material to a usable form. Which molecules those are depends on the goals of your product. This ranges from an extract containing only a pure, isolated cannabinoid like CBD, to an extract containing more than 100 cannabinoids and terpenes in a predictable ratio. There are countless approaches to take in terms of equipment and process optimization in this space so it is paramount to identify which is the best fit for the end-product1. While each extraction process has unique pros and cons, the tunability of supercritical carbon dioxide provides a flexibility in extraction capabilities unlike any other method. This allows the operator to use a single extractor to create extracts that meet the needs of various product applications.
Analytics provide a feedback loop at every stage of cannabis production. Analytics may include gas chromatography methods for terpene content3 or liquid chromatography methods for cannabinoids 3, 4, 5. Analytical methods should be specific, precise and accurate. In an ideal world, they can identify the compounds and their concentrations in a cannabis product. Analytics are a pillar of their own due simply to the efforts required to ensure the quality and reliability of results provided as well as ongoing optimization of methods to provide more sensitive and useful results. That said, analytics are only truly harnessed when paired with the other three pillars.
Figure 1: When harnessed together the pillars of cannabis processing provide platforms of research and investigation that drive the development of world class products.
Biochemistry can be split into two primary focuses. Plant biochemistry focuses back towards cultivation and enables a cannabis scientist to understand the complicated pathways that give rise to unique ratios of bioactive molecules in the plant. Human biochemistry centers on how those bioactive molecules interact with the human endocannabinoid system, as well as how different routes of administration may affect the pharmacokinetic delivery of those active molecules.
Each of the pillars require technical expertise and resources to build, but once established they can be a source of constant innovation. Fig. 1 above shows how each of these pillars are connected. At the intersection of each pillar, specific technology platforms exist that can effectively drive an innovation and discovery cycle towards the development of ideal products.
For example, at the intersection of analytics and cultivation I can develop raw material specifications. This sorely needed quality measure could ensure consistencies in things like cannabinoid content and terpene profiles, more critically they can ensure that the raw material to be processed is free of contamination. Additionally, analytics can provide feedback as I adjust variables in my extraction process resulting in optimized methods. Without analytics I am forced to use very rudimentary methods, such as mass yield, to monitor my process. Mass alone tells me how much crude oil is extracted, but says nothing about the purity or efficiency of my extraction process. By applying plant biochemistry to my cultivation through the use of analytics I could start hunting for specific phenotypes within cultivars that provide elevated levels of specific cannabinoids like CBC or THCV. Taken further, technologies like tissue culturing could rapidly iterate this hunting process6. Certainly, one of the most compelling aspects of cannabinoid therapeutics is the ability to harness the unique polypharmacology of various cannabis cultivars where multiple bioactive compounds are acting on multiple targets7. To eschew the more traditional “silver bullet” pharmaceutical approach a firm understanding of both human and plant biochemistry tied directly to well characterized and consistently processed extracts is required. When all of these pillars are joined effectively we can fully characterize our unique cannabis raw material with targeted cannabinoid and terpene ratios, optimize an extraction process to ensure no loss of desirable bioactive compounds, compare our extracted product back to its source and ensure we are delivering a safe, consistent, “nature identical” extract to use in products with predictable efficacies.
Using these tools, we can confidently set about the task of processing safe, reliable and well characterized cannabis extracts for the development of world class products.
[1] Sweeney, C. “Goal-Oriented Extraction Processes.” Cannabis Science and Technology, vol 1, 2018, pp 54-57.
[2] Russo, E. B. “Taming THC: potential cannabis synergy and phytocannabinoid-terpenoid entourage effects.” British Journal of Pharmacology, vol. 163, no. 7, 2011, pp. 1344–1364.
[3] Giese, Matthew W., et al. “Method for the Analysis of Cannabinoids and Terpenes in Cannabis.” Journal of AOAC International, vol. 98, no. 6, 2015, pp. 1503–1522.
[4] Gul W., et al. “Determination of 11 Cannabinoids in Biomass and Extracts of Different Varieties of Cannabis Using high-Performance Liquid Chromatography.” Journal of AOAC International, vol. 98, 2015, pp. 1523-1528.
[5] Mudge, E. M., et al. “Leaner and Greener Analysis of Cannabinoids.” Analytical and Bioanalytical Chemistry, vol. 409, 2017, pp. 3153-3163.
[6] Biros, A. G., Jones, H. “Applications for Tissue Culture in Cannabis Growing: Part 1.” Cannabis Industry Journal, 13 Apr. 2017, www.cannabisindustryjournal.com/feature_article/applications-for-tissue-culture-in-cannabis-growing-part-1/.
[7] Brodie, James S., et al. “Polypharmacology Shakes Hands with Complex Aetiopathology.” Trends in Pharmacological Sciences, vol. 36, no. 12, 2015, pp. 802–821.
In Part 3 of this series on HACCP, Critical Control Points (CCPs), validation of CCPs and monitoring of CCPs were defined. When a HACCP plan identifies the correct CCP, validates the CCP as controlling the hazard and monitors the CCP, a potential hazard is controlled in the manufacturing and packaging of cannabis-infused edibles. The food industry is big on documentation. If it’s not documented, it did not happen. The written hazard analysis, validation study and monitoring of CCPs create necessary records. It is these records that will prove to a customer, auditor or inspector that the edible is safe. Here in Part 4, more recordkeeping is added on for deviation from a CCP, verification and a recall plan.
Take Corrective Action When There Is a Deviation from a Critical Control Point
Your food safety team conducts a hazard analysis, identifies CCPs and decides on monitoring devices, frequency and who is responsible for monitoring. You create an electronic or paper record of the monitoring for every batch of edible to document critical limits were met. Despite all your good efforts, something goes wrong. Maybe you lose power. Maybe the equipment jams. Nothing is perfect when dealing with ingredients, equipment and personnel. Poop happens. Because you are prepared before the deviation, your employees know what to do. With proper training, the line worker knows what to do with the equipment, the in-process product and who to inform. In most cases the product is put on hold for evaluation, and the equipment is fixed to keep running. The choices for the product include release, rework or destroy. Every action taken needs to be recorded on a corrective action form and documents attached to demonstrate the fate of the product on hold. All the product from the batch must be accounted for through documentation. If the batch size is 100 lb, then the fate of 100 lb must be documented.
Verify Critical Control Points Are Monitored and Effective
First, verification and validation are frequently confused by the best of food safety managers. Validation was discussed as part of determining CCPs in Part 3. Validation proves that following a CCP is the right method for safety. I call validation, “one and done.” Validation is done once for a CCP; while verification is ongoing at a CCP. For example, the time and temperature for effective milk pasteurization is very well known and dairies refer to the FDA Pasteurized Milk Ordinance. Dairies do not have to prove over and over that a combination of time and temperature is effective (validation), because that has been proven.
I encourage you to do as much as you can to prepare for a recall.A CCP is monitored to prove the safety parameters are met. Pasteurization is an example of the most commonly monitored parameters of time and temperature. At a kill step like pasteurization, the employee at that station is responsible for accurate monitoring of time and temperature. The company managers and owners should feel confident that CCPs have been identified and data are being recorded to prove safety. Verification is not done by the employee at the station but by a supervisor or manager. The employee at the station is probably not a member of the food safety team that wrote the HACCP plan, but the supervisor or manager that performs verification may be. Verification is proving that what was decided by the food safety team is actually implemented and consistently done.
Verification is abundant and can be very simple. First, every record associated with a CCP is reviewed by a supervisor or manager, i.e. someone who did not create the record. This can be a simple initial and date at the bottom of the record. Every corrective action form with its associated evaluation is verified in the same way. When HACCP plans are reviewed, that is verification. Verification activities include 1) testing the concentration of a sanitizer, 2) reviewing Certificates of Analysis from suppliers, 3) a review of the packaging label and 4) all chemical and microbiological testing of ingredients and product. The HACCP plan identifies CCPs. Verification confirms that implementation is running according to the plan.
Verification is like a parent who tells their child to clean their room. The child walks to their room and later emerges to state that the room is clean. The parent can believe the word of the child, if the child has been properly trained and has a history of successfully cleaning their room. At some frequency determined by the parent, the room will get a parental visual check. This is verification. In the food industry, CCP monitoring records and corrective action must be reviewed within seven days after the record is created and preferably before the food leaves the facility. Other verification activities are done in a timely manner as determined by the company.
Product recalls due to manufacturing errors in sanitation cause mistrust among consumers.
Write a Recall Plan
In the food industry, auditors and FDA inspectors require a written recall plan. Mock recalls are recommended and always provide learning and improvement to systems. Imagine your edible product contains sugar, and your sugar supplier notifies you that the sugar is recalled due to glass pieces. Since you are starting with the supplier, that is one step back. Your documentation of ingredients includes lot numbers, dates and quantity of sugar.You keep good records and they show you exactly how much of the recalled lot was received. Next you gather your batch records. Batches with the recalled sugar are identified, and the total amount of recalled sugar is reconciled. You label every batch of your edible with a lot code, and you identify the amount of each affected lot and the customer. You have a press release template in which you add the specific information about the recall and affected lots. You notify every customer where the affected edible was shipped with a plan to return or destroy the edible. When you notify your customers, you go one step forward.
How would your company do in this situation? I have witnessed the difficulties a company faces in a recall when I was brought in to investigate the source of a pathogen. Food safety people in my workshops who have worked through a recall tell me that it was the worst time of their life. I encourage you to do as much as you can to prepare for a recall. Here are two good resources:
The outside environment can vary widely depending on where your facility is located. However, the internal environment around any activity can have an effect on that activity and any personnel performing the activity, whether that’s storage, manufacturing, testing, office work, etc. These effects can, in turn, affect the product of such activities. Environmental control strategies aim to ensure that the environment supports efforts to keep product quality high in a manner that is economical and sensible, regardless of the outside weather conditions.
For this article, let us define the “environment” as characteristics related to the room air in which an activity is performed, setting aside construction and procedural conditions that may also affect the activity. Also, let us leave the issue of managing toxins or potent compounds for another time (as well as lighting, noise, vibration, air flow, differential pressures, etc). The intent here is to focus on the basics: temperature, humidity and a little bit on particulate counts.
Temperature and humidity are key because a non-suitable environment can result in the following problems:
Operator discomfort
Increased operator error
Difficulty in managing products (e.g. powders, capsules, etc)
Particulate generation
Degradation of raw materials
Product contamination
Product degradation
Microbial and mold growth
Excessive static
USP <659> “Packaging and Storage Requirements” identifies room temperature as 20-25°C (68-77 °F) and is often used as a guideline for operations. If gowning is required, the temperature may be reduced to improve operator comfort. This is a good guide for human working areas. For areas that require other specific temperatures (e.g. refrigerated storage for raw materials), the temperature of the area should be set to those requirements.
Humidity can affect activities at the high end by allowing mold growth and at the low end by increasing static. Some products (or packaging materials) are hydroscopic, and will take on water from a humid environment. Working with particular products (e.g. powders) can also drive the requirement for better humidity control, since some powders become difficult to manage in either high or low humidity environments. For human operations without other constraints, a typical range for desirable humidity is in the range of 20 to 70% RH in manufacturing areas, allowing for occasional excursions above. As in the case of temperature, other requirements may dictate a different range.
In some cases, a locally controlled environment is a good option to reduce the need to control the room environment as tightly or to protect the operator.
In a typical work environment, it is often sufficient to control the temperature, while allowing the relative humidity to vary. If the humidity does not exceed the limits for the activity, then this approach is preferred, because controlling humidity adds a level of complexity (and cost) to the air handling. If humidity control is required, it can be managed by adding moisture via various humidification systems, or cooling/reheating air to remove moisture. When very low humidity is required, special equipment such as a desiccant system may be required. It should be noted that although you can save money by not implementing humidity control at the beginning, retrofitting your system for humidity control at a later time can be expensive and require a shutdown of the facility.
Good engineering practice can help prevent issues that may be caused by activities performed in inappropriately controlled environments. The following steps can help manage the process:
Plan your operations throughout your facility, taking into account the requirements for the temperature and humidity in each area and know what activities are most sensitive to the environment. Plans can change, so plan for contingencies whenever possible.
Write down your requirements in a User Requirement Specification (URS) to a level of detail that is sufficient for you to test against once the system is built. This should include specific temperature and RH ranges. You may have additional requirements. Don’t forget to include requirements for instrumentation that will allow you to monitor the temperature and RH of critical areas. This instrumentation should be calibrated.
Solicit and select proposals for work based on the URS that you have generated. The contractor will understand the weather in the area and can ensure that the system can meet your requirements. A good contractor can also further assist with other topics that are not within the scope of this article (particulates, differential pressures, managing heating or humidity generating equipment effects, etc).
Once work is completed, verify correct operation using the calibrated instrumentation provided, and make sure you add periodic calibration of critical equipment, as well as maintenance of your mechanical system(s), to your calibration and maintenance schedules, to keep everything running smoothly.
The main point is if you plan your facility and know your requirements, then you can avoid significant problems down the road as your company grows and activity in various areas increases. Chances are that a typical facility may not meet your particular requirements, and finding that out after you are operational can take away from your vacation time and peace of mind. Consider the environment, its good business!
Ultimately, the goal of any good company is to take care of their customers by providing a quality product at a competitive price. You take the time to use good practices in sourcing raw materials, processing, testing and packaging to make sure you have a great final product. Yet in practice, sometimes the product can degrade over time, or you find yourself facing costly manufacturing stoppages and repairs due to downed equipment or instrumentation. This can harm your company’s reputation and result in real, negative effects on your bottom line.
One thing you can do to prevent this problem is to have a properly scaled calibration and maintenance program for your organization.
First, a short discussion of terms:
Figure 1– Periodic calibration of an electronic balance performed using traceable standard weights helps to ensure that the balance remains within acceptable operating ranges during use and helps identify problems.
Calibration, in the context of this article, refers to the comparison of the unit under test (your equipment) to a standard value that is known to be accurate. Equipment readings often drift over time due to various reasons and may also be affected by damage to the equipment. Periodic calibration allows the user to determine if the unit under test (UUT) is sufficiently accurate to continue using it. In some cases, the UUT may require adjustment or may not be adjustable and should no longer be used.
Maintenance, in the context of this article, refers to work performed to maximize the performance of equipment and support a long life span for the equipment. This may include lubrication, adjustments, replacement of worn parts, etc. This is intended to extend the usable life of the equipment and the consistency of the quality of the work performed by the equipment.
There are several elements to putting together such a program that can help you to direct your resources where they will have the greatest benefit. The following are some key ingredients for a solid program:
Keep it Simple: The key is to scale it to your operation. Focus on the most important items if resources are strained. A simple program that is followed and that you can defend is much better than a program where you can never catch up.
Written Program: Your calibration and maintenance programs should be written and they should be approved by quality assurance (QA). Any program should include the following:
Equipment Assessment and Identification: Assess each piece of equipment or instrument to determine if it is important enough to be calibrated and/or requires maintenance. You will probably find much of your instrumentation is not used for a critical purpose and can be designated as non-calibrated. Each item should have an ID assigned to allow tracking of the maintenance and/or calibration status.
Scheduling System: There needs to be some way to schedule when equipment is due for calibration or maintenance. This way it is easy to stay on top of it. A good scheduling system will pay for itself over time and be easy to use and maintain. A web-based system is a good choice for small to mid-sized companies.
Calibration Tolerance Assignment: If you decide to calibrate an instrument, consider what kind of accuracy you actually need from the equipment/instrument. This is a separate discussion on its own, but common rule of thumb is that the instrument should be at least 4 times more accurate than your specification. For very important instruments, it may require spending the money to get a better device.
Calibration and Maintenance Interval Assignments: Consider what interval you are going to perform maintenance for each equipment item. Manufacturer recommendations are based on certain conditions. If you use the equipment more or less often than “normal” use, consider adjusting the interval between calibrations or maintenance.
OOT Management: If you do get an Out of Tolerance (OOT) result during a calibration and you find that the instrument isn’t as accurate as you need. Congratulations! You just kept it from getting worse. Review the history and see if this may have had an effect since the last passing calibration, adjust or replace the instrument, take any other necessary corrective actions, and keep it up.
Figure 2- Maintenance engineers help keep your systems running smoothly and within specification for a long, trouble-free life.
Training: Make sure personnel that use the equipment are trained on its use and not to use equipment that is not calibrated for critical measurements. Also, anyone performing calibration and/or maintenance should be qualified to do so. It is best to put a program in place as soon as you start acquiring significant equipment so that you can keep things running smoothly, avoid costly repairs and quality control problems. Don’t fall into the trap of assuming equipment will keep running just because it has run flawlessly for months or years. There are many bad results that can come of mismanaged calibration and/or maintenance including the following:
Unscheduled Downtime/Damage/Repairs: A critical piece of equipment goes down. Production stops, and you are forced to schedule repairs as soon as possible. You pay premium prices for parts and labor, because it is an urgent need. Some parts may have long lead times, or not be available. You may suffer reputational costs with customers waiting for delivery. Some calibration issues could potentially affect operator safety as well.
Out of Specification Product: Quality control may indicate that product is not maintaining its historically high quality. If you have no calibration and maintenance program in place, tracking down the problem is even more difficult because you don’t have confidence in the readings that may be indicating that there is a problem.
Root Cause Analysis: Suppose you find product that is out of specification and you are trying to determine the cause. If there is no calibration and maintenance program in place, it is far more difficult to pinpoint changes that may have affected your production system. This can cause a very significant impact on your ability to correct the problem and regain your historical quality standards of production.
A solid calibration and maintenance program can go a long way to keeping your production lines and quality testing “boring”, without any surprises or suspense, and can allow you to put more sophisticated quality control systems in place. Alternatively, an inappropriate system can bog you down with paperwork, delays, unpredictable performance, and a host of other problems. Take care of your equipment and relax, knowing your customers will be happy with the consistent quality that they have become accustomed to.
By Alison J. Baldwin, Brittany R. Butler, Ph.D., Nicole E. Grimm 1 Comment
With legalization of cannabis for medicinal and adult use occurring rapidly at the state level, the industry is seeing a sharp increase in innovative technologies, particularly in the area of cannabis extraction. Companies are developing novel extraction methods that are capable of not only separating and recovering high yields of specific cannabinoids, but also removing harmful chemicals (such as pesticides) from the concentrate. While some extraction methods utilize solvents, such as hydrocarbons, the industry is starting to see a shift to completely non-solvent based techniques or environmentally friendly solvents that rely on, for example, CO2, heat and pressure to create a concentrate. The resulting cannabis concentrate can then be consumed directly, or infused in edibles, vape pens, topicals and other non-plant based consumption products. With companies continually seeking to improve existing extraction equipment, methods and products, it is critical for companies working in this area to secure their niche in the industry by protecting their intellectual property (IP).
Extraction can be an effective form of remediating contaminated cannabis
Comprehensive IP protection for a business can include obtaining patents for innovations, trademarks to establish brand protection of goods and services, copyrights to protect logos and original works, trade dress to protect product packaging, as well as a combination of trade secret and confidentiality agreements to protect proprietary information and company “know-how” from leaking into the hands of competitors. IP protection in the cannabis space presents unique challenges due to conflicting state and federal law, but for the most part is available to cannabis companies like any other company.
Federal trademark protection is currently one of the biggest challenges facing cannabis companies in the United States. A trademark or service mark is a word, phrase, symbol or design that distinguishes the source of goods or services of one company from another company. Registering a mark with the U.S. Patent and Trademark Office (USPTO) provides companies with nationwide protection against another company operating in the same space from also using the mark.
As many in the industry have come to discover, the USPTO currently will not grant a trademark or service mark on cannabis goods or services. According to the USPTO, since cannabis is illegal federally, marks on cannabis goods and services cannot satisfy the lawful use in commerce requirement of the Lanham Act, the statute governing federal trademark rights. Extraction companies that only manufacture cannabis-specific equipment or use cannabis-exclusive processes will likely be unable to obtain a federal trademark registration and will need to rely on state trademark registration, which provides protection only at the state-level. However, extractors may be able to obtain a federal trademark on their extraction machines and processes that can legitimately be applied to non-cannabis plants. Likewise, companies that sell cannabis-infused edibles may be able to obtain a federal trademark on a mark for non-cannabis containing edibles if that company has such a product line.
Some extraction companies may benefit from keeping their innovations a trade secretSince the USPTO will not grant marks on cannabis goods and services, a common misconception in the industry is that the USPTO will also not grant patents on cannabis inventions. But, in fact, the USPTO will grant patents on a seemingly endless range of new and nonobvious cannabis inventions, including the plant itself. (For more information on how breeders can patent their strains, see Alison J. Baldwin et al., Protecting Cannabis – Are Plant Patents Cool Now? Snippets, Vol. 15, Issue 4, Fall 2017, at 6). Unlike the Lanham Act, the patent statute does not prohibit illegal activity and states at 35 U.S.C. § 101 that a patent may be obtained for “any new and useful process, machine, manufacture, or composition of matter, or any new and useful improvement thereof.”
For inventions related to extraction equipment, extraction processes, infused products and even methods of treatment with concentrated formulations, utility patents are available to companies. Utility patents offer broad protection because all aspects related to cannabis extraction could potentially be described and claimed in the same patent. Indeed, there are already a number of granted patents and published patent applications related to cannabis extraction. Recently, U.S. Patent No. 9,730,911 (the ‘911 patent), entitled “Cannabis extracts and methods of preparing and using same” that granted to United Cannabis Corp. covers various liquid cannabinoid formulations containing very high concentrations of tetrahydrocannabinolic acid (THCa), tetrahydrocannabinol (THC), cannabidiol (CBD), THCa and cannabidiolic acid, THC and CBD, and CBD, cannabinol (CBN), and THC. For example, claim 1 of the ‘911 patent recites:
A liquid cannabinoid formulation, wherein at least 95% of the total cannabinoids is tetrahydrocannabinolic acid (THCa).Properly crafted non-disclosure agreements can help further ensure that trade secrets remain a secret indefinitely.
Although the ‘911 patent only covers the formulations, United Cannabis Corp. has filed a continuation application that published as US2017/0360745 on methods for relieving symptoms associated with a variety of illnesses by administering one or more of the cannabinoid formulations claimed in the ‘911 patent. This continuation application contains the exact same information as the ‘911 patent and is an example of how the same information can be used to seek complete protection of an invention via multiple patents.
An example of a patent application directed to solvent-based extraction methods and equipment is found in US20130079531, entitled “Process for the Rapid Extraction of Active Ingredients from Herbal Materials.” Claim 1 of the originally filed application recites:
A method for the extraction of active ingredients from herbal material comprising: (i) introducing the herbal material to a non-polar or mildly polar solvent at or below a temperature of 10 degrees centigrade and (ii) rapidly separating the herbal material from the solvent after a latency period not to exceed 15 minutes.
Claim 12, covered any equipment designed to utilize the process defined in claim 1.
Although now abandoned, the claims of this application were not necessarily limited to cannabis, as the claims were directed to extracting active ingredients from “herbal materials.”
Other patents involve non-toxic extraction methods utilizing CO2, such as Bionorica Ethics GMBH’s U.S. Patent No. 8,895,078, entitled “Method for producing an extract from cannabis plant matter, containing a tetrahydrocannabinol and a cannabidiol and cannabis extracts.” This patent covers processes for producing cannabidiol from a primary extract from industrial hemp plant material.
There have also been patents granted to cannabis-infused products, such as U.S. Patent No. 9,888,703, entitled “Method for making coffee products containing cannabis ingredients.” Claim 1 of this patent recites:
A coffee pod consisting essentially of carbon dioxide extracted THC oil from cannabis, coffee beans and maltodextrin.
Despite the USPTO’s willingness to grant cannabis patents, there is an open question currently regarding whether they can be enforced in a federal court (the only courts that have jurisdiction to hear patent cases). However, since utility patents have a 20-year term, extractors are still wise to seek patent protection of the innovations now.
Another consideration in seeking patent protection for novel extraction methods and formulations is that the information becomes public knowledge once the patent application publishes. As this space becomes increasingly crowded, the ability to obtain broader patents will decline. Therefore, some extraction companies may benefit from keeping their innovations a trade secret, which means that the secret is not known to the public, properly maintained and creates economic value by way of being a secret. Properly crafted non-disclosure agreements can help further ensure that trade secrets remain a secret indefinitely.
Regardless of the IP strategy extractors choose, IP protection should be a primary consideration for companies in the cannabis industry to ensure the strongest protection possible both now and in the future.
Controlling your grow environment doesn’t start when you germinate your first seeds, it starts before you build your grow. There are steps you can take that will have a significant impact on mold growth and contamination, and these will vary based on the grow environment you choose.
Below is a roadmap to where each grow environment stands in terms of mold and contamination risk, and simple steps you can take to mitigate these factors.
Outdoor
The benefits of an outdoor grow are significant – using natural sunlight to grow plants is both inexpensive and environmentally sound. However, it allows the least amount of control and makes plants susceptible to weather conditions and outdoor contaminants including dust, wind, rain and insects. Depending on humidity and precipitation levels, mold can be a big issue as well.
Outdoor growing has obvious benefits, such as natural sunlight, but may also require extra steps to prevent contamination
When selecting an outdoor area for a cannabis farm, there are two important factors to consider: location and neighboring farmland. Geographical environments and sub-climates vary and once you have purchased land, you are committed, so be sure to consider these factors prior to purchase.
While arid desert climates have abundant sunlight and long growing seasons, flat, dry lands are subject to dust-storms, flash floods and exceedingly high winds that can damage crops. Conversely, more protected areas often have high humidity and rainfall late in the season, which can create huge issues with bud rot and mold. Neighboring farms also have an impact on your grow, so be sure to find out what they cultivate, what they spray, their harvest schedule and how they run their operation. Large farming equipment kicks up a lot of contaminant-laden dust and can damage crops by displacing insects to your farm if they harvest before you. Pesticide drift is also a major issue as even tiny amounts from a neighbor’s farm can cause your crops to fail testing, depending on what state you are in.
With outdoor grow environments always at the mercy of Mother Nature, any cultivator is wise to control contamination potential on the ground. Cover soil and protect your crop by planting cover crops and laying plastic mulch on as much ground as reasonable. In many cases it makes sense to irrigate uncultivated parts of your farm just to keep dust down.
Greenhouse
Greenhouses are the future of cannabis cultivation. They allow growers to capture the full spectrum and power of the sun while lessening environmental impact and operating expenses, while still being able to precisely control the environment to grow great cannabis. With recent advancements in greenhouse technology such as automated control systems, positive pressure, geothermal heating or cooling and LED supplemental lighting, greenhouses are the future. However, older or economy greenhouses that take in unfiltered air from outside still have a medium amount of mold and contamination risk.
A greenhouse grow facility
Before building your greenhouse, study the area while taking into account climate, weather conditions and sun exposure. Excessively windy areas can blow in contaminants, and extremely hot climates make cooling the greenhouse interior a challenging and costly endeavor.
There are several simple operational tactics to reduce contaminants in a greenhouse. Add a thrip screen to keep insects out, thoroughly clean pad walls with an oxidizing agent after each cycle, and keep plants at least 10 feet from pad walls. Plan to flip the entire greenhouse at once so that you can clean the greenhouse top to bottom before your next crop. A continuous harvest in your greenhouse allows contaminants to jump from one plant to the next and reduces the ability to control your environment and eliminate problems at the end of a cycle. Lastly, open shade curtains slowly in the morning. This prevents temperature inversion and condensation, which can cause water drops to fall from the ceiling and transfer contaminants onto plants below.
Indoor
An indoor environment offers ultimate control to any grow operation. Cultivators can grow high-quality cannabis with the smallest potential for yeast and mold growth. Unfortunately, indoor environments are extremely expensive, inefficient and environmentally costly.
An indoor cannabis operation set up (Image: Tall Trees LED Company)
With indoor grow environments, keeping mold and contaminants at bay comes down to following a regimented plan that keeps all grow aspects clean and in order. To keep your grow environment clean, change HVAC filters multiple times a month. It’s also important to install HEPA filters and UV lights in HVAC systems to further reduce contamination threats. Clearly mark air returns if they are near the ground and keep those areas free of clutter. They are the lungs of your grow. Also, stop using brooms in the grow space. They stir up a lot of contaminants that have settled to the floor. Instead, use HEPA filter backpack vacuums or install a central vacuum system. Set up a “dirty room” for anything messy on a separate HVAC system, and be sure to thoroughly clean pots after every harvest cycle.
Learn more about reducing mold and contaminants in an indoor or greenhouse grow in another article from our series: 10 Ways to Reduce Mold in Your Grow.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.