The vaping technology market is a constantly evolving landscape, driven by the changing needs and preferences of consumers. Staying relevant in this competitive market requires companies to deliver exceptional vape experiences. Airo Brands has risen to the challenge since its inception, offering a diverse product portfolio that includes multiple vaporizers, pod blends and flavor combinations, all crafted with the latest technology, natural ingredients and intuitive features. Airo Brand’s commitment to delivering state-of-the-art products has resulted in impressive year-over-year growth and expansion into new markets.
Maintaining Consistency Across a Diverse Product Portfolio is Challenging
With three types of vaporizers and an array of cartridge oil formulations, Airo Brands needed a machine that could accommodate various products, streamline operations and produce consistent, high-quality devices to grow the business. But given Airo’s complex product offering, there were potential challenges with oil viscosity, temperature and dispense control, making it essential to find a reliable machine that could switch between products easily and streamline operations without compromising quality.
Finding an Easy-to-use Machine that Evolves with Time is Critical
Airo Brands recognized the significance of investing in a machine that could handle product variations, was simple to use and could accommodate their growing footprint. Airo Brands turned to Thompson Duke Industrial, an original equipment manufacturer that creates automated solutions for filling and capping vaporizer cartridges. Early on, our teams worked together to test and revise a custom septum-fill adapter to fit their needs. Airo was impressed with our availability to troubleshoot issues and come up with solutions in real-time. As the industry evolved, Airo Brands updated to a new cartridge design and switched to automated machines, a transition that our machinery and team handled with ease.
With Thompson Duke Industrial’s IZR machine, Airo Brands’ partners can fill a variety of different products, up to 30 variations. The machine’s straightforward design allows its operators to turn over and switch between various products in only a few minutes. The IZR’s simplicity and efficiency with setup, clean-up and maintenance make a huge difference in output. Airo now has the ability to train partners on how to fill their products with one machine versus several, which has also been a huge advantage.
Strong Partnerships Go a Long Way
As a result of our partnership, Airo Brands was able to implement automatic solutions that evolve with the industry to accommodate its diverse product portfolio and growing footprint. Erik Stewart, COO of Airo Brands said, “Thompson Duke Industrial’s machinery handles viscosity, temperature, and processing challenges with ease – and this is exactly what we need to create consistency and quality across our growing business.”
How to Choose the Right Equipment to Set Up Your Business for Success
When choosing cannabis equipment, it is important to work with a partner who is capable of developing innovative solutions that align with evolving industry needs. In the world of machinery, simplicity is key. Streamlined setup, uncomplicated maintenance processes and quick product turnover enhance operational agility. For companies managing multiple partners, the ability to train teams on a single machine is also an advantage.
As your business expands into new markets, consider your equipment’s adaptability, scalability, and capacity to deliver high-quality consistent products. Airo Brands is an example of how automation can drive unprecedented growth. Due in part to the introduction of efficiencies and speed through automation, they were able to expand their footprint across 17 states and increase their SKUs, rising from 38 to 180.
This is the third in a series of articles designed to introduce an integrated pest management framework for cannabis cultivation facilities. To see Part One, click here. For Part Two, click here. Part Four comes out next week and covers direct control options for pest reduction. More to come!
This is Part 3: Preventive Measures
Preventive measures are a great investment in the profitability of your operations. Our objective is to ensure successful repeat harvests forever. Build your procedures with this in mind. This means maintenance and regular review. We all realize that this work can be monotonous drudgery (we know!), but these procedures will ensure your success.
Figure 1: New Air Shower Access Installation
As a summary to begin, pest access must be limited wherever possible. Employees are the first place to start, but we must also return to our site map and review our facility design and workflows. Every operation has to move plants from nursery through harvest and post-harvest. Where should cleaning happen? Of course, you have to clean up post-harvest but when should this occur during the grow cycle? What is the best way to monitor and clean environmental management systems (i.e. air, water) and what are the weaknesses in the physical barriers between operations? Let’s walk through these issues one-by-one.
Employee Access and Sterile Equipment
Follow procedures to screen and protect your employees both to eliminate pests and to avoid exposing your employees to harmful chemicals or storage areas. Look for ways to isolate your workflow from pest access. Be certain that your facility is airtight and sealed with filtration of molds, spores and live organisms in your air intake areas. Air showers at your access points are important to screen your employees on their way into your gowning areas and grow facility. Clothing should be standardized and shoe coverings or crocs should be provided for all employees that access your interior. Look for ways to stop all pests (embedded, crawling, hopping or flying) in all of your room assignments (mothers, clone, veg, flower, trim and drying). This can be improved with shoe baths, sticky mats, frequent hygiene (hand washing and cleaning stations) and procedures for entry.
Always consider requiring hair & beard nets, shoe covers and disposable gloves in plant sensitive areas.
Chemical Access & Protective Equipment
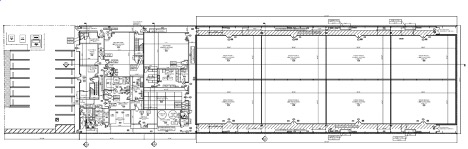
Figure 2: Example Facility Map – Understand Workflow & Barriers to Pest Access
Personal protection equipment (PPE) is very important to protect any employee that will come in contact with materials, liquids or vapors for chemical resources. Establish procedures for chemical use and train employees in the safe handling of these materials. Typical equipment includes high density chemical protective gloves, boots, respirators, Tyvek (or equivalent protective wear) suits and eye protection or goggles.
Chemical access areas and their use should be restricted to employees familiar with their authorized application. Always remember that cannabis is an accumulator plant, and it will absorb and hold onto chemical treatments. Appropriate isolation and safety procedures must be followed for chemical use. Not following these restrictions can expose your employees to dangerous chemicals or get your entire harvests rejected at testing.
Facility Map & Workflow
Because insects would like to be everywhere and they come in many types (root zone, crawling, flying, microscopic, bacterial or biofilm), the facility workflow must understand where they are and how they might migrate if they penetrate your defenses. Note airflows in your rooms and fan locations so migrations can be predicted once an infestation is located. Where are your opportunities for full clean-up and disaster recovery in your building? Where should you stage maintenance filters, test kits, water and cleaning materials. How best to clean up and dispose of sealed garbage containers or cleaning materials?
Operational Cleaning & Post-Harvest Reset
When compiling your preventative measure documents, it is critical to create a repeatable operating procedure for cleaning and sanitizing your rooms, systems, and growing spaces after each harvest. Plant material handling, cleaning surfaces and wipe methods should all be documented in your Standard Operating Procedures (SOPs). Define what “clean” is. Removing plants and plant debris is pretty clear but define how to drain reservoirs, clean pipes, change filters and clean and sterilize your rooms. Operators must be trained in these SOPs and reminded of their content on a regular schedule. This is how you avoid outbreaks that can crush your profits.
Physical Barriers & Maintenance
Figure 3: HVAC Air Filtration, Dehumidification, & Air Movement, Onyx Agronomics
Document your sealed spaces and define your normal room and access door barrier interfaces. Review the status of any known cracks or gaps in your perimeter. Are there any known leaks or piping that has been seen as a risk or a problem in the past? Are there any discoloring or resident mold locations (Never happens, right?). Baseline how much time and people resource a harvest operation and cleaning effort should take. Will you do this after every harvest or compromise your risk by delaying to every third or fourth harvest? Create your barrier SOP.
Environmental Control & HVAC
Managing the air quality provided to your plants is critical to your yields. Controlling CO2, air movement rates (the leaf happy dance), humidity, air filtration and sterilization methods must be maintained and cleaned on a regular basis. Do you need to change the HEPA or other particulate filters? Is there any UV light sterilization maintenance? We have all seen the home HVAC air conduit cleaning commercials. Your commercial facility is no different. How will you clean your air and water plumbing systems? How often will you perform this full reset? When will you calibrate and data log your sensors for temperature, humidity, CO2 and water resources? Put everything about your environmental set points into your maintenance document and decide when to validate these. Molds, mildews and biofilm hazards are all waiting for unmonitored systems to open the door for access.
In Conclusion, This Week
If you’re an IPM nerd and this dynamic topic did not put you to sleep, you can read more detail and examples for your integrated pest management procedures in ourcomplete white paper for Integrated Pest Management Recommendations, download the document here.
In our next chapter, Direct Control Options, we will review what you can use to protect or recover control of your facility including both chemical and non-chemical tools and methods. In our final two chapters, we will discuss extermination of the determined pests that breach your defenses. And with great expectations, our final chapter will discuss emergency response and time to go to war!
Part Four comes out next week. See you again soon!
In an emerging industry like cannabis, there’s always going to be the latest and greatest tool or technology to improve operations that are just in their infancy. In fact, as a cannabis business operator, it’s likely you hear from at least one or two salespeople a week, selling the next best thing to make your operations that much more efficient.
But, not every piece of technology or tool is well-suited for each individual operation. Even more, some solutions are just temporary band-aids and aren’t built for longevity or for the future maturation of the budding industry.
Of course, at a time when cannabis businesses are struggling to even turn a profit – it’s even more important to look at your processes, and automate or optimize what you can to increase your bottom line.
So, how can you make the right decision when it comes to making an investment in automation technology? Keep reading to learn the top 3 tips for successfully vetting automation tools for efficacy, efficiency and cost-effectiveness.
Tip #1 – Identifying what to automate
The goal of streamlining operations with automation technology isn’t to ‘automate anything and everything’. It’s automating the right parts of production to help scale growth and increase profitability. To do so, operators should look at bottlenecks in their production line or process.
An automated pre-roll infusion robot
Once you’ve identified the areas that slow production, it’s time to look at which areas are better candidates for automation than others. For instance, tasks that are highly variable are not ideal for automation. That’s because every time a variance occurs, you’ll spend extra time and effort reconfiguring your automation tool or technology to match.
It’s those bottlenecks in production that are repetitive and don’t vary often that are optimal to increase efficiency. For instance – infusing pre-rolls, filling vape carts or packing master cases would be prime candidates for automation.
To dip your toes into the automated waters – find one of those highly repeatable tasks, purchase a small, cost-effective solution and see just how it impacts productivity. If you see that a small change made a big difference – there’s scalability. After this due diligence, you can move forward in contacting more robust manufacturers for improved equipment designed for long-term use and wide scale implementation.
Tip #2 – Choosing the right manufacturer
Speaking of manufacturers – choosing the right one is just as crucial. It shouldn’t come as a shock that not all technology or equipment can be treated equally. If the type of automation technology or equipment you choose is produced by a variety of manufacturers, here are the top things to consider when deciding which is right for you:
Customer support – You might think, ‘how hard can it be’ or fall for the sales pitch that a tool or piece of equipment is so easy to implement – reliable, dependable, and accessible support isn’t necessary. But that could not be farther from the truth. When questions or issues arise with the automation technology you choose – you don’t want to lose time, production, or money while you wait for a solution. Even though technology with customer support may cost more upfront, think of it this way. You’ll either pay up now or later. So, what will you choose? Paying a premium from the start to hit the ground running with 5-star equipment, technology and support? Or, saving a couple of bucks now, just to lose time and productivity due to a lack of customer support and lower-quality technology later.
Manufacturer experience – In cannabis, most manufacturers come from other fields and lend their experience and skills to new areas of operation and production. That means you’ll want to take a hard look at the team’s core roots and where they come from to understand just how their work will translate. Looking for professionals who are trained in high-tolerance, precision engineering is ideal for automation. Working with teams with this temperament ensures that they typically hold themselves to a high standard. Just remember, the team you’ll work with is a culmination of people who create a result. It all comes down to whether the team you choose has a track record of doing so, and how well they’ve served prior customers, too.
Customer reviews – Want to discover how good or bad the team is, beyond what they tell you themselves or before it’s too late? To truly find out, ask their past or current customers.
Tip #3 – Learning from others
Of course, looking at successful operations and what they’ve chosen to automate for efficiency always helps, too. So, what is one common area that operators are increasingly optimizing for significant ROI on automation investments and efforts?
Most operations can increase efficiency by automating labeling.
Label applications. Label application is one process that almost any cannabis business can see an immediate return on investment in, across the board. While other areas of automation will vary and rely heavily on your volume, individual bottlenecks, and unique drops in productivity – most cannabis operations can increase efficiency by automating this non-varying, highly repeatable task.
The Final Word – Using Automation To Your Advantage
Automation technology exists for a good reason. It helps cannabis business operators maximize efficiency, stay in compliance, reduce costs over time and, in turn, increase profits. But the wrong automation technology for your processes won’t do anything of the sort. It will only muddy operations, waste precious capital and set you back in the long run.
So use these three tips to find the right automation technology tools, software and solutions to use to your advantage – before your competitors get a leg up.
It wasn’t that long ago that cannabis was underground, sometimes literally, and operators protected what was theirs any way they knew how. Before legalization, cannabis operators needed to secure their plants, cash, supplies and equipment not just from people who wanted to steal them, but also from law enforcement. The legacy cannabis market is now transitioning into a legal one, and licensed operators are joining the industry at an incredible rate, but security is still part of the success equation. Like before, operators need to protect plants, products, equipment and cash, but they now also need to protect records, privacy and data, and do so in a manner that complies with state regulations.
Cannabis regulatory authorities set security guidelines that cannabis business owners must follow in order to obtain and renew operational licenses. For instance, there are state-specific security regulations regarding video surveillance, camera placement, safes, ID verification, and more. While security measures help protect the business, they also protect the public. It’s a win-win for everyone involved. Here are five best practices and techniques to protect cash, records, products and people.
Hybrid cloud storage
State regulations call for reliable video surveillance footage that is accessible, in most cases, 24/7 and upon demand by cannabis regulatory authorities and local law enforcement acting within the limits of their jurisdiction. SecurityInfoWatch.com reports that video data is the industry’s next big investment, meaning there will be an increased demand and need to store video surveillance footage. Most states require video surveillance footage to be retained for a specific amount of time, often 45-90 days or longer if there is an ongoing investigation or case that requires the footage. While some businesses only retain video data for the state-required length of time, others choose to keep it longer.
Storing data on-site can become expensive and precarious. Best practices call for a hybrid cloud storage solution model as it provides on-site and both public and private cloud data storage solutions. This model provides users with the ability to choose which files are stored on-site and which files live in the cloud. Doing so improves file accessibility without impacting or compromising on-premises storage. In addition, it’s helpful to have two methods of digitizing data, for safety’s sake. In the event an on-site storage method crashes—though hopefully this won’t ever happen—there’s a version available off-site via the cloud. That said, with cloud-based storage solutions come cybersecurity threats that must be managed.
Cybersecurity
Dispensaries are prime targets for burglary. Defending a storefront requires a comprehensive security plan
Due to the ongoing COVID-19 pandemic, more businesses are online than ever before. Unsurprisingly, cyberthreats are on an upward trend, including in the cannabis industry. Earlier this year, MJBizDaily reported that a data breach exposed personal information of current and former employees of Aurora Cannabis. The incident involved “unauthorized parties [accessing] data in (Microsoft cloud software) SharePoint and OneDrive”. Although this breach involved only employees, confidential customer information is also at risk of being compromised during a data breach.
On a separate occasion, an unsecured Amazon S3 data storage bucket caused a large-scale database breach that impacted almost 30,000 people across the industry, according to the National Cannabis Industry Association. The breach included scanned versions of government-issued ID cards, purchase dates, customer history and purchase quantities. Unlike the Aurora Cannabis breach, this one included customer data.
Just like other more established industries, the cannabis industry needs to protect and secure confidential data. If you don’t have a cybersecurity expert on your team, consider hiring a consultant to evaluate your risk or partnering with a credible cybersecurity technology company to implement proactive solutions. Before signing a contract, do your due diligence. Does the consultant and/or technology company understand the compliance regulations specific to the cannabis industry? Do their solutions meet the regulations in the state(s) where your facility operates? Taking the time to protect your company’s data before a breach occurs is proactive, smart business.
Smart Safes
A smart safe like this one can helps secure cash handling
Smart safes help secure cash handling, which given the difficult banking environment for cannabis companies, means they’re on the list of best practice security technology products. What is a smart safe? A smart safe is a device that securely accepts, validates, records and stores cash and connects to the other cash management technology solutions such as point of sale systems. They connect to the internet and provide off-site stakeholders visibility into a facility’s cash position.
A high-speed smart safe counts cash by hand faster than a human and is an overall more secure way to deliver cash bank deposits. At the end of the night, making a deposit at a physical bank location can be dangerous, exposing your cash and the individuals responsible for making the deposit to unsecured threats. Using a smart safe reduces that threat and also helps cannabis operators comply with financial recordkeeping and documentation requirements. Due to federal cannabis prohibition, many cannabis businesses lack enough insurance to fully cover their exposure to cash theft, which has led to a trending industry-wide investment in smart safes.
Advanced access control
Best practice access control means more than a ring of keys hanging off the facility manager’s belt. Advanced access control gives cannabis business owners and managers the ability to manage employee access remotely via the cloud. This feature can limit access areas within a facility, enabling an individual to revoke access instantly from a remote location making it a useful tool in the event of a facility lockdown or emergency. A mobile app and/or website can be used to lock or unlock secure doors, monitor access in real time and export access logs.
Advanced access control devices aren’t a standard in the industry yet. Although many state regulators don’t require cannabis businesses to utilize advanced electronic access control, using this technology is a best practice and may be required in the future.
Compliance software
Understanding the ramifications and keeping up with state-mandated compliance is challenging. While state regulations can be found online, they’re often in pieces, leaving operators unsure about whether or not they have them all. Once an operator is confident that they have the most current version of all the laws, rules, and regulations that apply to their cannabis business, making way through the dense legal jargon can be exhausting. Even after multiple readings, it can be unclear about how to apply these guidelines to the operator’s cannabis business, which is one reason cannabis businesses work with a trusted legal counsel to meet compliance requirements. For trusted advisors and cannabis business licensees and operators alike, cannabis compliance software solutions are designed to not just check boxes for a cannabis business, but to help everyone involved understand how the regulations apply to the operation. These solutions improve accessibility so that employees at all organizational levels understand the rules and requirements of their position and the products they work with.
In addition, compliance software can help licensees and operators establish and implement best practice SOPs to meet regulatory requirements. Because the cannabis industry is young and many operators are moving fast, many cannabis businesses are vulnerable to security breaches and threats. Prioritizing security and compliance can help cannabis leaders protect against potential threats. Investing in the latest and most innovative security technology solutions—beyond what is required by state regulations—can help operators outsmart those who seek to steal from them and position their companies as industry leaders that prioritize safety and compliance, protecting not just cash and products, but the people who work in their facilities and the customers who purchase their products.
Botanical extraction is not specific to cannabis and hemp, and it is anything but new. Rudimentary forms of plant extraction have existed throughout history and evolved with high-tech equipment and scientific procedures for use in pharmaceuticals, dietary supplements and botanicals.
In food production, examples of hydrocarbon extraction processes are commonplace. Nut, olive and vegetable oil production use solvents to extract the oils. Decaffeinated coffee uses hydrocarbon extraction to remediate the caffeine, and making sugar from beets, or beer from hops, also requires solvents.
As such, the FDA has set guidelines for the amount of residual solvents considered safe for consumers to ingest. Yet, without FDA guidance in cannabis and hemp, many products aren’t being tested against these standards, and consumers will ultimately pay the price.
Understanding solvent remediation technology and processes
If we use ethanol extraction as an example, the extraction process is relatively simple. First, we soak the biomass in denatured or food-grade ethanol, ending up with a final solution that is 90-95% solvent. Then, we perform a bulk removal of the solvents, which takes out most, but not all, of the solvent. The next and final step should be to strip the remaining solvents from the extract entirely.
Stripping remaining solvents in bulk requires the right equipment.
But, in order to do so effectively, you need the right equipment, and unfortunately, this is where many producers fall short. Many producers use a vacuum oven to apply heat while reducing the headspace pressure to lower the solvent’s boiling point and evaporate it off.
However, it’s a static environment in a vacuum oven, which means the material is stagnant. So, the process may effectively remove the solvents close to the surface, but solvents deep inside the material tend to get trapped without some type of agitation or mixing.
The appropriate final step to complete solvent remediation is wipe-film distillation, which feeds small volumes into a column, which is then wiped into a very thin film and heated under vacuum pressure. Although the equipment necessary is costly, this last step removes any residual solvents from the product to create a safe, effective and consumable product.
Residual solvents present huge risks
As stated, many of the same solvents used in cannabis and hemp extraction have been considered safe in food production for decades. Reviewing chemical data sheets, many of the acceptable limits on solvents were determined for ingestion, which is fine for edibles and tinctures, but many cannabis and hemp products are intended for inhalation or vaporization.
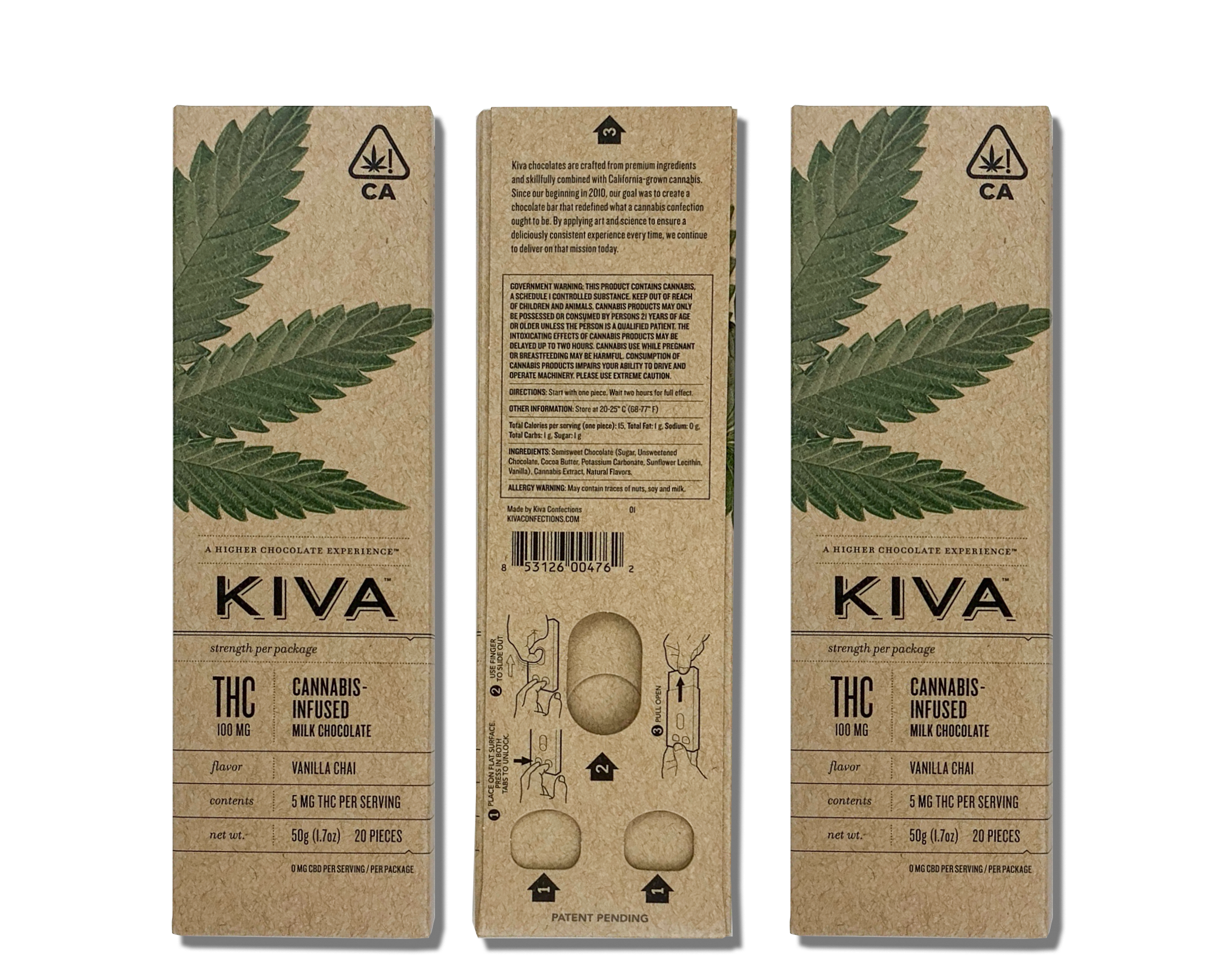
Just a few of the dozens of various products types on the market today, extracted with a variety of different solvents
Unfortunately, some solvents can have negative health impacts, especially for those using cannabis or hemp for medical purposes or with compromised immune systems. Plus, as a therapeutic and recreational substance, consumers may be consuming more than the recommended amount, as well as using the products several times a day. Unfortunately, long-term exposure or repeated inhalation of these residual solvents hasn’t been thoroughly researched.
For example, inhaling ethyl alcohol (ethanol) can irritate the nose, throat and lungs. Extended exposure can cause headaches, drowsiness, nausea, vomiting and unconsciousness. Repeated exposure can affect the liver and nervous system.
In the food industry, hexane is approved for extracting spices or hops, and this solvent is widely used in cannabis and hemp extraction. However, if used in an inhalable product, chronic exposure to hexane could be detrimental, with symptoms including numbness in the extremities, weakness, vision problems and fatigue.
Consumers deserve transparency
In the industry’s earliest days, companies were tight-lipped about their processes, the chemicals they used and how they removed them. Everyone thought they had the “secret sauce” and didn’t want to share their approach. Today, companies are more open about what they use, how they process it and providing that necessary transparency.
Lack of quality and consistent regulations in these industries creates confusion for the consumers and loopholes for producers. Some producers test for everything under the sun, and some producers know exactly which labs will pass their products, regardless of test results.
While the regulatory bodies are distracted by the amount of THC that might linger in products, getting sick is overshadowed by the risk of getting high. In the meantime, consumers are left to their own devices to determine which products are safe and which are not.
Although testing mandates and regulations will help clean up the industry, until then, consumers need to demand full-panel COAs that not only show cannabinoid potency but also accurately display the test results for residual solvents, pesticides and heavy metals.
Automated extraction equipment and technologies are rapidly becoming the standard in the extraction sector of the cannabis industry. Like most evolving industries, manual and operator driven processes are what starts an industry, but with explosive growth, demand for increased safety, efficiency and repeatability grows. Specifically within the cannabis industry, we’re noticing a rising demand for higher quality extracts and a safer, more repeatable environment for cannabinoid extraction. These are all reasons for the industry making a shift towards automated extraction equipment and technologies.
What Automation Looks Like in Cannabis Extraction
Automation in the cannabis industry doesn’t necessarily mean implementing robotics and creating operator-less facilities; It typically refers to automated process control. Traditional, older technologies are manual and operator-driven. This means the equipment operator is in control of all parameters of the process, which leads to inconsistencies throughout the process caused by human error. As the extraction process has many steps: ethanol holding, chilling, extraction agitation, extraction discharge, extraction solvent removal, particle filtration, semi saturated solution storage, and so much more that involves valves, pumps and controls between each piece of the process, it becomes difficult to control such a tedious process manually. When all of these processes are controlled and monitored using proper automation technology, facilities can safely ensure that each batch is run following the same process and parameters accordingly. This is critical for product consistency, a concern for manufacturers and many end-consumers. As the cannabis industry grows, matures and makes its way closer to federal legalization, product safety and consistency become a top-priority for everyone involved.
Greater Quality Control of End-Products
Automated extraction processes ensures that the same solvent ratios are used batch-to-batch
Consistency and repeatability are just as important for cannabis processors as they are for standard food or pharmaceutical processors. Deploying a manual process of equipment operating and monitoring leaves far too much room for human error, and doesn’t provide the level of control needed for the industry as it continues to progress toward stricter product regulations and requirements. On the other hand, an automated extraction process ensures that the same solvent ratios are used batch-to-batch, the same extraction temperatures and recipe parameters are implemented, the same pump and process flow rates are deployed, and all processes are repeatable, predictable and scalable while producing a safe, consistent product.
Fewer Bottlenecks
The benefits of automated extraction are directly tied to establishing greater efficiency in processes. Efficiency can be experienced via less scrap product from unmanaged batches and/or less labor to operate and control the process. Automation means allowing a recipe-driven control system monitor and control the process, eliminating process bottlenecks that have been notorious for destroying productivity in manual extraction operations.
As Cannabis Extraction Processes Become Automated, They Become Safer.
automated extraction process ensures that the same solvent ratios are used batch-to-batch
A team is what drives any business forward. The safety of that team needs to be a top priority for any business leader. As cannabis extraction processes become automated, they become safer. With less equipment interaction, the likelihood for human error that could lead to safety hazards significantly decreases. Properly programmed automation can establish advanced system interlocks that check multiple points throughout the process for irregularities, and can halt a machine based on these irregularities it detects. That level of process monitoring and control is only available when automation and PLC logic controls equipment.
Data Collection and Validation
When we tie all the benefits of extraction automation together, it makes for a far more attractive system than traditional,manual processes that we’re used to seeing in the cannabis industry. In addition to the major benefits listed above, automation gives a superior level of data collection for process improvements and process validation which is key in cGMP or EU-GPM facilities. This is the future for every processing facility in the arena of cannabis. As the industry matures, it will continue to become more competitive. Facilities with automation will have the capacity to maximize their process efficiencies, produce a far superior and more consistent end–product and will have a competitive advantage in the extraction sector.
There are many factors that can lead to the challenges people face when scaling up their processes. These challenges are not unique to the cannabis/hemp industry, but they are exacerbated by the consequences generated from decades of Reefer Madness. In my time operating in the cannabis/hemp space, 15+ years, I have seen established equipment vendors and sellers of laboratory supplies, like Sigma-Aldrich (now Millipore-Sigma), Fisher-Scientific, Cerilliant, Agilent, and others, go from reporting individuals inquiring about certified reference materials to setting up entire divisions of their companies to service the needs of the industry. Progress. But we are still a fledgling marketplace facing many challenges. Let’s look at a few specific to process scale up.
Darwin Millard will deliver a presentation on this topic during the Cannabis Extraction Virtual Conference on June 29. Click here to learn more.Equipment Availability: Lack of available equipment at larger and larger process scales can severely impact project timelines. Making not only equipment acquisition difficult, but also limiting the number of reputable equipment manufacturers you can work with.
Non-Linear Expansion: NEVER assume your process scales linearly. Perhaps one of the most avoidable mistakes during process scale up. You will quickly find that for many processes you cannot just put in a larger unit and expect a proportional increase in output. This is because as process equipment increases so to must utilities and other supporting infrastructure, but not only that, process vessel geometry, proportions, and design are contributing factors to process efficiency as your scale of operations increases.
Hazardous Material Quantities: Just as important to the process as the equipment are the solvents and reagents used. As your scale of operations increases so does your demand and production of hazardous materials; solvents including carbon dioxide (CO2), ethanol, and liquid petroleum gases (LPG) like Butane and Propane are obvious hazards, but so too are the refrigerants used in the chillers, fuels used to power generators, steam created to heat critical systems, and effluents and wastewater discharged from the process and supporting systems. Not every municipality wants thousands of gallons of flammable substances and hazardous waste being generated in their backyard…
Contractor/Vendor Misrepresentation: Finding out in the middle of you project that your contractor or equipment vendor has never set up a system at this scale before is never a good feeling. Unfortunately, contractor and vendor misrepresentation of qualifications is a common occurrence in the cannabis/hemp space.
If all this was not bad enough, all too often the consequences of improper planning and execution are not felt until your project is delayed or jeopardized due to misallocation of funds or undercapitalization. This is especially true when scaling up your production capacity. Now let’s look at some ways to avoid these mistakes.
The Rule of 10
Construction drawings for a piece of process equipment.
When scaling up your process, NEVER assume that a simple linear expansion of your process train will be sufficient. It is often the case that process scale up is non-linear. Using the Rule of 10 is one way of scaling up your process through a stepwise iterative approach. The Rule of 10 is best explained through an example: Say you are performing a bench-top extraction of a few grams and want to scale that up to a few thousand kilograms. Before jumping all the way to your final process scale, start by taking a smaller jump and only increase your bench-top process by a factor of 10 at a time. So, if you were happy and confident with your results at the tens of grams scale, perform the same process at the hundreds of grams scale, then the thousands of grams scale, tens of kilograms scale, and so forth until you have validated your process at the scale of operations you want to achieve. By using the Rule of 10 you can be assured that your process will achieve the same yields/results at larger and larger scales of operation.
Scaling up your process through an iterative approach allows you to identify process issues that otherwise would not have been identified. These can include (but by no means should be considered an exhaustive list) improper heat transfer as process vessels increase in size, the inability to maintain process parameters due to inadequately sized utilities and/or supporting infrastructure, and lower yields than expected even though previous iterations were successful. However, this type of approach can be expensive, especially when considering custom process equipment, and not every processor in the cannabis/hemp space is going to be in the position to use tools like the Rule of 10 and instead must rely on claims made by the equipment vendor or manufacture when scaling up their process.
The Cannabis/Hemp Specific Process Equipment Trap
How many times have you heard this one before: “We have a piece of process equipment tailor-made to perform X,Y,Z task.”? If you have been around as long as I have in the cannabis/hemp space, probably quite a few times. A huge red flag when considering equipment for your expansion project!
Unless the equipment manufacturer is directly working with cannabis/hemp raw materials, or with partners who process these items, during product development, there is no way they could have verified the equipment will work for its purported use.
A good example of this are ethanol evaporation systems. Most manufacturers of evaporators do not work with the volumes of ethanol they claim their systems can recover. So how did they come up with the evaporation rate? Short answer – Thermodynamics, Heat Transfer, and Fluid Mechanics. They modeled it. This much surface area, plus this much heat/energy, with this much pressure (or lack thereof), using this type of fluid, moving through this type of material, at this rate of speed, gets you a 1000-gal/hr evaporator or some other theoretical value. But what is the real rate once an ethanol and cannabis/hemp solution is running through the system?
For a straight ethanol system, the theoretical models and experimental models are pretty similar – namely because humans like alcohol – extensive real-world data for ethanol systems exist for reference in designing ethanol evaporators (more accurately described as distillation systems, i.e. stills). The same cannot be said for ethanol and cannabis/hemp extract systems. While it is true that many botanical and ethanol systems have been modeled, both theoretically and experimentally, due to prohibition, data for cannabis/hemp and ethanol systems are lacking and the data that do exist are primarily limited to bench-top and laboratory scale scenarios.
So, will that 1000-gal/hr evaporator hit 1000-gal/hr once it is running under load? That’s the real question and why utilizing equipment with established performance qualifications is critical to a successful process scale up when having to rely on the claims of a vendor or equipment manufacturer. Except this is yet another “catch 22”, since the installation, operational, and performance qualification process is an expensive endeavor only a few equipment manufacturers servicing the cannabis/hemp market have done. I am not saying there aren’t any reputable equipment vendors out there; there are, but always ask for data validating their claims and perform a vendor qualification before you drop seven figures on a piece of process equipment on the word of a salesperson.
Important Takeaways
Improper design and insufficient data regarding process efficiencies on larger and larger scales of manufacturing can lead to costly mistakes which can prevent projects from ever getting off the ground.
Each aspect of the manufacturing process must be considered individually when scaling your process train because each element will contribute to the system’s output, either in a limiting or expansive capacity.
I go further into this topic in my presentation: Challenges with Process Scale Up in the Cannabis/Hemp Industry, later this month during Cannabis Industry Journal’s Extraction Virtual Conference on June 29th, 2021. Here I will provide real-world examples of the consequences of improper process scale up and the significance of equipment specifications, certifications, and inspections, and the importance of vendor qualifications and the true cost of improper design specifications. I hope to see you all there.
Environmentally conscious manufacturing has never been more important; for the survival of both the planet and your business. The internet makes CBD product comparisons quick and efficient, so consumers can interrogate every aspect of your product and processes before deciding to make a purchase. Sustainability credentials are now a primary decision making factor for your customers.
Water jacketed vessels are a cost-effective way of achieving more consistent blends than is possible manually
For business of all sizes, improving resource use and efficiency is a great place to start. This will reduce waste and improve your environmental impact, and has the added benefit of improving your return on investment!
I always recommend investing in stainless steel equipment for manufacturing and distributing CBD oils. Stainless steel is one of the most environmentally efficient raw materials, because of its durability and ability to be recycled. Vessels last an extremely long time, and even once their service life is over, they should never enter the waste stream. Many of our US customers transport their CBD products around the world in stainless steel vessels, which can then either be shipped back for re-use, or re-used at the recipient site.
In terms of finding your ideal equipment supplier, those who have won awards for their environmental initiatives are the cream of the crop; they can be a real asset to your business and will often collaborate on sustainability-themed social content, which is really valuable to get in front of your customers.
Once you’ve investigated the credentials of suitable suppliers, how do you make sure their blending equipment will perfectly meet your needs?
Here are my recommended four points for consideration:
Adding Toggle Clamps keeps your products airtight and reduces the chance of contamination in transit
Vessel Capacity: Vessel capacity must be considered in two ways; maximum and minimum working capacity. Standard vessels have their capacity listed as ‘brim full’ – suppliers tell you the total overall volume of space in the vessel. However, maximum capacity must allow for 10-20% free space below ‘brim full’, so that if product is being mixed and stirred, there is no overspill. For example; to blend 75L batches of CBD oil, it’s generally recommended to purchase a 100L mixing vessel.
Vessel Bottom Shape: Standard vessels have flat bottoms, which makes it difficult to drain them to completely empty. An experienced supplier such as Pharma Hygiene Products has the capability to modify standard vessels, to include a sloped bottom at 3 degrees, which reduces leftover product pooling when draining your oils. Vessels can also be custom-made with a cone or dish shaped bottom, whereby a valve can be positioned in the centre of the base to allow full draining, to reduce waste and increase profitability.
Stainless Steel Grade: Stainless steel blending vessels for CBD oils are generally offered in 304 or 316L pharmaceutical-grade material. A simple description of the difference is that 316L grade contains an extra 2% molybdenum, for additional corrosion-resistance. Increased regional and international legislation concerning CBD products has come hand-in-hand with tighter interrogation of hygiene practices. Contaminant-free materials such as stainless steel are ideal to ensure international pharma-quality compliance for your business’ blending processes. Critically, at Pharma Hygiene Products a comprehensive range of compliance certification is available to confirm the grade of material, to prove surface smoothness, and to guarantee that no cross-contamination from BSE or CJD diseases occurs.
Lastly, don’t forget to let your supplier know in advance if you have any special requirements for your product or vessel. Some common examples include:
Temperature control – Adding a water jacket to your vessel is a simple solution for heating, cooling or maintaining the temperature of your product as it blends.
Toggles and seals – For airtight, contaminant-free transportation.
Viewing holes – For easy visual inspection whilst blending.
Your equipment supplier can be a real financial and reputational asset, so be sure to do your homework before making an investment!
When it comes to small business opportunities these days, few phrases give people the old dollar-sign-eyes more than “legal cannabis”.
From states like Michigan where it’s been approved for both medicinal and adult use, to places like South Carolina where legalization has been a popular topic for ballots and voters, cannabis is slowly turning into one of America’s biggest businesses.
You don’t need us to tell you that – Investopedia reports that (as of Nov. 2020) over 340,000 American jobs were devoted to the handling of plants at various stages along the retail cycle, and the industry was estimated at over $13 billion as of 2019.
Not bad for a plant that’s still technically illegal under federal law, huh?
If you’ve read this far, it probably means you’re hoping to be among the lucky ones who can strike it rich with their own cannabis business. A noble undertaking, but are you really prepared to make your mark? In a field as competitive – and occasionally complicated – as cannabis can be, you really need to lead with your best foot forward, and make sure you’re as well prepared for the various challenges of a fairly new industry as possible.
With that in mind, below is a list of the five things you’ll need to double-check and make sure you actually have access to before embarking on your new business venture.
The right shelving & equipment
You see this a lot with smaller businesses as well as, er, ‘independent growers’. A lot of people assume that they can just buy some greenhouse shelves, line the walls of their business with it, and call it a day, right?
Offering rare or unique cannabis strains is a great way to differentiate
This approach leads to problems more often than not. Even above and beyond the inherent concerns of helping your plants grow safely (and productively!), the sort of equipment you use should reflect the sort of business you’re trying to run. A cannabis retail outlet, for example, is going to need different sorts of shelves and tables than a dispensary or growing facility, as the work being done is completely different.
It will take a little research, but it helps that a lot of businesses these days are starting to offer shelving specifically designed for various cannabis operations. Check to see if any of the big warehouse suppliers near you have gotten into the cannabis game yet – Shelving Inc, Metro, and Rack & Shelf are a few of the bigger shelving names with cannabis offerings as of this writing.
Strong branding
Long gone are the days when all you needed to be successful in cannabis was a booth at the shady flea market, a pun name and a big sign that said “Head Shop” to throw off the authorities.
Far too many cannabis businesses launch themselves headlong into a business plan without stopping to think of a good name, or just settling for the first one they think of. With as crowded as the playing field is quickly becoming, it might honestly be worth it to pay someone to help you come up with a decent logo and branding – it’ll go a long way towards helping you stand out against everyone else using a green font. Places online like HIGHOPES specifically offer these services for cannabis businesses, so you know they’ll be able to figure out what you’re about more quickly.
An understanding of your consumer base
The exact sort of work your cannabis business performs is going to affect what your potential customer base can be – and vice versa.
Brands are embracing contemporary design more and more
Early on in the planning stages, make sure to figure out exactly who you’re going to sell your products to, as this will inform nearly every other decision your business makes. Do you want to sell directly to the customer, or to work as a distributor for CBD/cannabis retail outlets? Are you prepared to manage and run your own storefront, or are you just going to rent warehousing space to sell your plants to other retailers? If so, do you know who the businesses are in your area that you could work with? Or, if you are planning on entering the retail space, do you know how many other cannabis businesses could be operating in your desired geographical area? Finding an audience may be the hardest part of opening any business, but it’s important work.
Banking that understands your industry
Maybe the biggest drawback to being involved in an industry as comparatively new as cannabis, is that a lot of the old methods of doing business aren’t quite available to you. Many financial institutions of various sizes are limited in the ways they can help finance cannabis businesses, from not understanding the regulations and needs of your industry, all the way to being unable to assist cannabis businesses with banking in the first place.
Finding the right banking services can be challenging
It might be advantageous to look into banks, credit unions or financing companies in your area that specifically offer banking services (like business accounts and the like). A few examples include Aery Group from New Mexico, or Seed to Sale in Michigan. (It’s important to note that many of these companies, such as Aery Group, can only service the state they’re located in due to different state-by-state regulations – check ahead to make sure you find a place that can help you!)
Knowledge of the needed licensing and regulatory requirements
Getting a license to open any business is a tricky prospect on a good day, but for an industry as wide-ranging and varied as cannabis, getting licensed can require a lot of homework.
Even if you’re lucky enough to be setting up shop in a state that allows for the sale of cannabis, the licensing process can vary widely from state-to-state. In New Mexico, for example, it can take months to acquire a license simply due to the amount of paperwork, research and submissions required to cement your business. Before going too far down the rabbit hole of opening your business, make sure to take the time you need to completely research and understand the various local and state regulations you’ll need to adhere to for your business to get off the ground.
Obviously, there’s going to be a lot of other hurdles and requirements that come with starting a business – but by remembering these five things, you’ll be off to a much better start than many others.
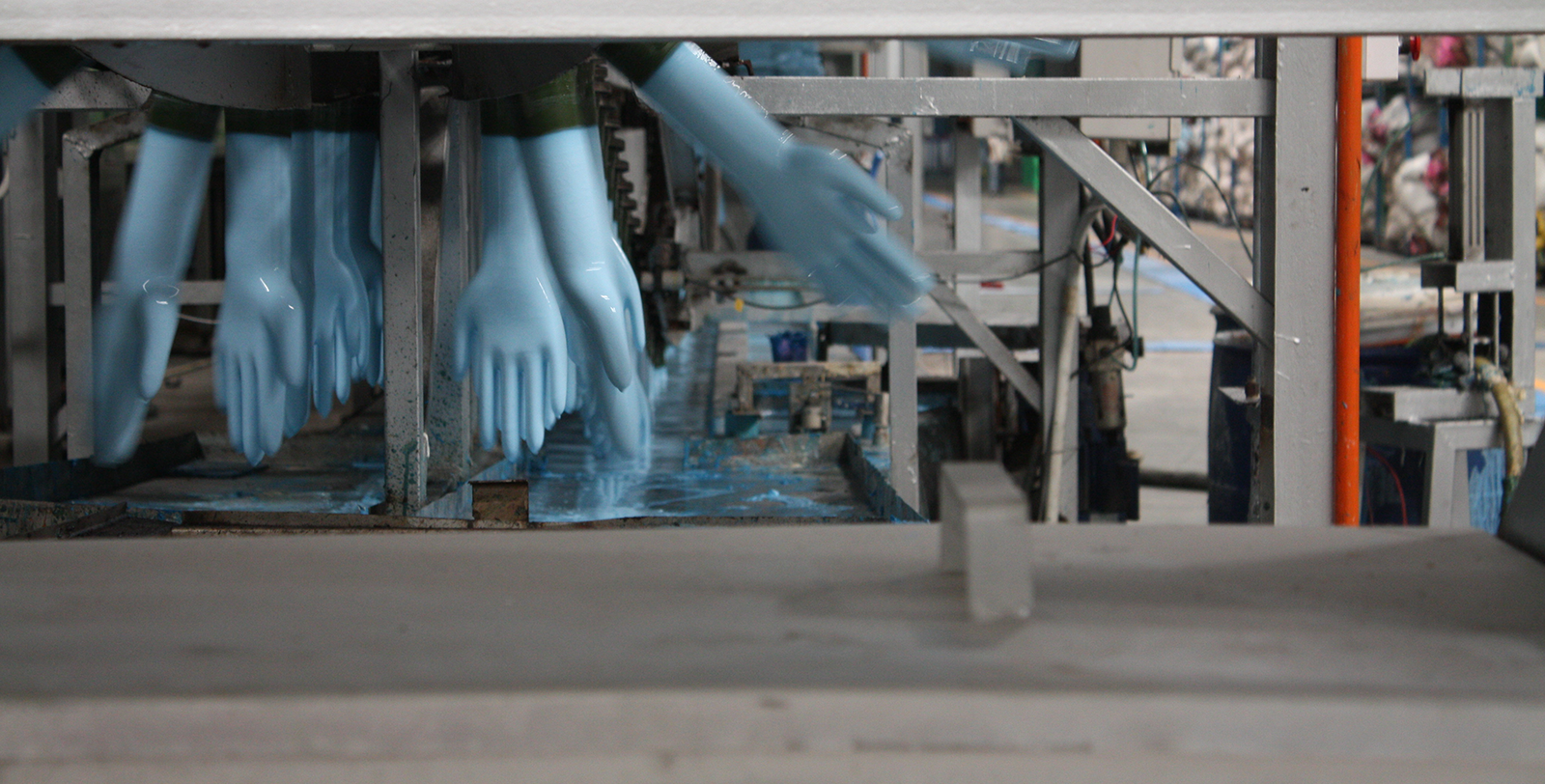
Freya Farm, a pesticide-free cannabis producer and processor located in Conway, Wash., was recently forced to issue a recall after the chemical o-Phenylphenol, listed under CA Prop 65, was found on its products. Testing traced the antimicrobial compound, known to cause cancer, back to the FDA-compliant food grade gloves used by Freya during packaging.
The reason this could happen with FDA-compliant, food grade gloves needs urgent attention. The production and manufacturing of food contact gloves is largely unsupervised, with limited and infrequent checks on gloves imported into the US. After initial approvals, non-sterile, FDA-compliant food grade gloves are not subject to ongoing controls. This may lead to lower grade and cheap raw materials being used in sub-standard production facilities and processes.
Why “Food Safe” Gloves Aren’t Always Safe
The quality and safety of disposable gloves are limited to Letters of Compliance and Guarantee on the general make and model of the glove, not necessarily the glove you are holding in your hand. There are few controls on the consistency of raw materials, manufacturing processes and factory compliance for both food contact and medical examination grade gloves. Therefore, the opportunity exists for deliberate or accidental contamination within the process of which the Preventive Controls Qualified Individual (PCQI) may not be aware.
In the words of Freya Farm, “Nothing ruins your day like testing your product, confident it will be clean, only to find it contaminated with some crazy, toxic chemical.” In tracing the issue, the gloves were the last thing Freya Farm tested, as they never suspected something sold as food safe could be the culprit.
A recall of this type can be expensive, as fines range up to $200,000. Since this incident, Freya Farm has implemented a responsible sourcing policy for gloves using supplier Eagle Protect to protect its products, people and brand reputation.
Glove inspection includes five factors of quality controls
Eagle Protect, a global supplier of PPE to the food and medical sectors, is currently implementing a unique proprietary third-party glove analysis to ensure a range of their gloves are regularly checked for harmful contaminants, toxins and pathogens. This Fingerprint Glove Analysis mitigates the risk of intentional or accidental physical, chemical or microbiological glove contamination by inspecting five factors: the use of safe ingredients, cross-contamination potential, cleanliness, structural integrity and dermal compatibility.
Harmful toxins and contaminants in gloves have been identified in many peer reviewed scientific studies. This is now a real issue for companies producing consumer products, especially in industries such as organics and cannabis whose products must be handled by gloves and test clean.
Three key areas that can be tested for in a glove analysis to ensure safe product handling include:
Dermal compatibility tests for toxins and chemicals will flag any toxic chemical, such as o-Phenylphenol
GCMS testing for consistent quality and safety of glove raw materials
Cleanliness tests for pathogens inside and outside the surfaces of gloves – particularly pathogens also required in cannabis testing, such as E. coli and Salmonella, mold and fungus and pesticides.
For cannabis producers responsible glove sourcing is vital, especially as the COVID-related demand for single-use gloves exceeds supply, with poor quality, counterfeit and even reused gloves flooding the market. For producers with a product that rests very much on its quality, it’s important to focus on quality and not just cost when procuring gloves.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.


 With Thompson Duke Industrial’s IZR machine, Airo Brands’ partners can fill a variety of different products, up to 30 variations. The machine’s straightforward design allows its operators to turn over and switch between various products in only a few minutes. The IZR’s simplicity and efficiency with setup, clean-up and maintenance make a huge difference in output. Airo now has the ability to train partners on how to fill their products with one machine versus several, which has also been a huge advantage.
With Thompson Duke Industrial’s IZR machine, Airo Brands’ partners can fill a variety of different products, up to 30 variations. The machine’s straightforward design allows its operators to turn over and switch between various products in only a few minutes. The IZR’s simplicity and efficiency with setup, clean-up and maintenance make a huge difference in output. Airo now has the ability to train partners on how to fill their products with one machine versus several, which has also been a huge advantage.