On September 14, the FDA published a consumer update on their website, seeking to educate the public and offer a public health warning on delta-8 tetrahydrocannabinol, otherwise known as delta-8 THC.
For the uninitiated, delta-8 THC is a cannabinoid that can be synthesized from cannabidiol (CBD) derived from hemp. It is an isomer of delta-9 THC, the more commonly known psychoactive cannabinoid found in cannabis. Delta-8 THC does produce psychoactive effects, though not quite as much as its better-known cousin, delta-9 THC.
Due to loopholes in federal and state laws, namely the 2018 Farm Bill specifying that hemp must contain less than 0.3% Delta-9 THC, delta-8 THC is technically legal across the country. It grew in popularity across the United States very quickly over the past year, largely due to online sales.
Following the surge in sales, a number of states including Colorado, Alaska, Arizona, Arkansas, Delaware, Idaho, Iowa, Mississippi, Montana, Rhode Island, Utah and Washington have implemented some form of regulation or outright ban on products containing delta-8 THC. Christopher Hudalla, president and chief scientific officer of ProVerde Laboratories, told Chemical & Engineering News that he has a lot of safety concerns about the whole delta-8 THC craze. Hudalla says he’s more concerned about the processing involved to produce it in large quantities. “These are pretty aggressive synthetic conditions that use strong acids,” Hudalla says. “They might be using strong bases to neutralize. They can use metal catalysts. I hear different people doing it different ways.”
The FDA’s consumer update included this picture at the top of the page
The FDA shares similar concerns. Their fourth point in the consumer update mentions that delta-8 THC products “often involve use of potentially harmful chemicals” in its production. They even claim that some manufacturers might be using unsafe household chemicals to synthesize delta-8 THC. “The final delta-8 THC product may have potentially harmful by-products (contaminants) due to the chemicals used in the process, and there is uncertainty with respect to other potential contaminants that may be present or produced depending on the composition of the starting raw material,” reads the FDA report.
In their consumer update, they note that between December 2020 and July 2021, they received 22 adverse event reports. Of the 22 reports, 14 were hospitalized following ingesting a delta-8 THC product. Notably, those reports included reactions consistent with symptoms from overconsumption of delta-9 THC, such as vomiting, hallucinations, trouble standing, and loss of consciousness.
The chemical structure of Delta 8 THC.
The FDA says that national poison control centers received 661 cases of delta-8 THC products, with 41% being unintentional exposure, 39% involved pediatric patients and 18% required hospitalization.
In the consumer update, they tell the public that delta-8 THC products have not been evaluated by the FDA and that they “may be marketed in ways that put the public health at risk.” This includes marketing it as a hemp product, which it is. Still though, many consumers associate hemp products with somewhat innocuous things, like CBD oil, which is mostly harmless.
The FDA also mentions in the update that delta-8 THC does have psychoactive and intoxicating effects. The FDA says they are notifying the public about the delta-8 THC due to an uptick in adverse event reports, marketing that is appealing to children and concerns regarding manufacturing with unsafe chemicals and contaminants.
Let’s just say it. There is an undeniable chaos in the cannabis industry. It doesn’t matter if you’re a big or small operator, it’s likely that you don’t have a documented system for creating and managing ever-changing SOPs or for consistently training all employees on the most current versions of those SOPs. This chaos is often the result of rapid growth, mergers and acquisitions, and the ever-present turnover in our industry. When department leadership changes, and it often does, established policies and procedures are often left behind. In some cases, this is a positive sign of growth. As a company outgrows SOPs and as it develops more sophisticated ways to cultivate, extract, process, manufacture, package and sell cannabis and cannabis products, inevitably, the old ways of doing business need to be replaced. For those operators who have prioritized operational excellence, whether they want to position their company for new investment, merger or acquisition, or just want to create a consistent and standardized, branded product, it’s critical to get control of SOPs, training and documentation.
By standardizing and documenting safety procedures, manufacturers mitigate the risk of cannabis-specific concerns
As with most big goals, to obtain operational excellence, you need to break the goal into manageable steps. Assuming you have accessible quality policies and procedures in place, properly training employees when they first start work and on an ongoing basis as policies and procedures change is the number one key to successful operations. When employees know how to do their job and understand what is expected of them, they are positioned for success. When employees are successful, it follows that the company will also be successful. Documenting operations is a second important step in obtaining operational excellence. While training and documentation appear to be different, in best-practice organizations, they are inextricably linked.
One Set of SOPs
Those of us who have been in the cannabis industry for a while have experienced firsthand or heard stories of facility staff working off of two sets of SOPs. There’s the set of SOPs that are printed or digitally available for the regulators, let’s call them the “ideal” set, and then there are the SOPs that actually get implemented on a day-to-day basis. While this is common, it’s risky and undermines the foundation of operational excellence. Employees often know there are two sets of SOPs. Whether they express it or not, many are uncomfortable with the intentional or unintentional deception. When regulators arrive, will they have to bend the truth or even lie about daily operations? Taking the time to establish and implement one set of approved SOPs that is compliant with both external regulations and internal standards is good for employee morale, productivity and ultimately, profits.
What’s the best way to get control of a facility’s SOPs? Again, break it into manageable steps:
First, task someone with reviewing all SOPs that are floating around. Determine if any are non-compliant, which ones need to be tossed and which ones need to be revised so they work for the company as well as outside regulatory authorities.
At a minimum, establish a two-person team to draft, review, publish and distribute the final SOPs. Ensure that at least one member of the team has management level authority. Assign that employee the responsibility of reviewing the SOPs before “publication” and distribution.
Archive, delete, or actually throw away outdated or non-compliant SOPs
Revise or create new best-practice SOPs that are in compliance with external regulations and internal standards
Establish a system to update SOPs when external regulations and internal standards change
Use a naming convention that distinguishes draft SOPs from final SOPs, for example, “Post-Harvest Procedure, FINAL”
Inform employees that they will be retrained on the new SOPs and that approved SOPs will always have the word “Final” in the title
Store the final SOPs in an easily accessible location and give employees access, not only during training, but on an ongoing basis
Centralized Repository for Final SOPs
Storing final, approved SOPs in one easily accessible, centralized location and giving employees access sounds simple, but again, this is the cannabis industry, so this often doesn’t happen. Many of us have or are currently working for an organization that stores SOPs in multiple places. Each department may have its own way of updating, disseminating and storing SOPs. Some SOPs are stored in a printed binder stuffed in a drawer or left on a bottom shelf. Others are stored digitally. Some use both systems, which creates confusion. Who knows if the digital versions or the printed versions are the most current? Surely someone knows, but often the front-line staff do not.“Once you’ve established a single set of compliant SOPs and have stored them in one accessible location, it’s time to train your employees.”
Establishing a centralized repository for final, approved SOPs is the foundation of operational excellence. It lets employees know that operations are organized and controlled, and it reassures regulatory authorities and external stakeholders—think insurers, bankers, investors—that the company prioritizes compliance and organization. And external stakeholders who believe that an organization is proactive and well-run tend to be more forgiving when the inevitable missteps occur. Companies that are organized, have effective training systems, regularly conduct internal audits to identify potential issues and take identifiable action steps when necessary to remediate issues, receive fewer deficiency notices, violations and fines than their less organized competitors.
Train Employees
Many states require cannabis operators to provide a specific number of training hours prior to an employee beginning work, and a specific number of continuing and refresher training hours annually. Once you’ve established a single set of compliant SOPs and have stored them in one accessible location, it’s time to train your employees. To do so, set clear expectations and decide who is responsible for what. Is the HR manager responsible for initial onboarding and training? Are department managers responsible for ongoing and annual training? Create a training responsibility chart that works best for your company; write it down and share with all stakeholders.
Documenting all key areas of operation on a recurring basis will help you keep track of a large facility and workforce
The next step is to figure out how to train your employees. Individuals have different learning styles, so ideally, you’ll offer multiple ways for them to master the requirements of their position. Assign written materials and if possible, attach short videos showing the best way to complete a task. Follow up with a quiz to determine comprehension and a conversation with a department lead or manager to answer questions and review the key take-aways. Ideally, the department manager or lead employee will work with the employee until they are competent and comfortable taking on new assigned tasks and responsibilities.
Sum It Up
Operational excellence begins with:
Knowledge of and access to current external rules and regulations and internal standards
One set of approved and easily accessible policies and SOPs that comply with both external and internal standards
An initial training system with clearly assigned roles, responsibilities, and goals
An ongoing training system with clearly assigned roles, responsibilities, and goals
Systems to:
Test knowledge before employees begin unsupervised work
Stay up-to-date with all changes to external rules and regulations and internal standards
Control policy and SOP revision process
Inform all stakeholders when policies and SOPs change
Test that employees understand new standards
Document all key areas of operation on a recurring basis
Address deficiencies and evaluate whether SOP revisions are warranted
Document and implement necessary remediation when necessary
For those of you rolling your eyes and thinking you don’t have time for this, ask yourself, “Can you afford not to?”
For those of you committed to operational excellence and doing what it takes to get there, congratulations on being a visionary leader. Your efforts will pay dividends for your own company and will help the cannabis industry grow into a well-respected, profitable industry that improves lives.
Change control, when it comes to quality management systems in manufacturing, processing and producing products such as cannabis edibles or vape pens, is a process where changes to a product or production line are introduced in a controlled and coordinated manner. The purpose of change control process management is to reduce the possibility of unneeded changes disrupting a system, introducing errors or increasing costs unnecessarily.
ASTM International, the international standards development organization, is developing a new standard guide that will cover change control process management for the cannabis and hemp market. The guide is being developed through the D37 cannabis committee.
The WK77590 guide will establish a standardized method for change control process management for cannabis companies so that they can document and track important decisions in manufacturing and quality systems.
For example, an edibles manufacturer would utilize change control process management if they want to use a different type of processing equipment or introduce a new shape or design of their product. Without change control process management, that edibles producer might switch to a new piece of processing equipment without knowing that it requires more energy or uses different raw materials, thus making production unexpectedly more expensive.
While that’s a very cursory example, the premise is simple: Before you undergo a change to your process, plan it out, analyze it, review it, test it out, implement it and make sure it works.
Change control process management can often be summarized in six steps:
Change control is designed to coordinate changes to manufacturing so they don’t disrupt a process.
Plan/Scope
Assess/Analyze
Review/Approval
Build/Test
Implement
Close
Maribel Colón, quality assurance consultant and vice chair of the ASTM subcommittee on cannabis quality management systems, says producers and testing labs will benefit the most from the guide. “As the cannabis industry grows, the quality, expectations, and control challenges grow within,” says Colón. “The creation and implementation of this standard guide will increase cannabis business efficiency and minimize risk, time, and potential cost of poorly managed changes.”
According to a press release, ASTM International is open to collaboration on this as well. Specifically, they are looking for professionals with change control who might be interested in helping advance and develop this guide.
On June 29, 2021, Cannabis Industry Journal is hosting the Cannabis Extraction Virtual Conference. From Noon to 5 pm EST, you’ll get access to five veterans of the extraction market discussing a variety of topics related to the ins and outs of extracting cannabis and hemp.
Hear from subject matter experts who will share their perspectives on cannabis and hemp extraction, supercritical CO2 extraction, post-processing, risk management, hazards and controls, optimization, closed loop hydrocarbon extraction, machine learning algorithms and more.
Alex Hearding, Chief Risk Management Officer at the National Cannabis Risk Management Association (NCRMA) will kick things off with a session exploring the Hazards and Controls of Extraction with Liquified Petroleum Gases. Dr. Markus Roggen, Founder & CEO of Complex Biotech Discovery Ventures, will follow that up with a discussion surrounding the kinetics and thermodynamics of cannabis extraction.
Other talks from the Cannabis Extraction Virtual Conference include:
The Quest to Discover the Limits of CO2 Extraction
Jeremy Diehl, co-founder & CTO of Green Mill Supercritical
The Future of Cannabis Concentrates: Developments in Hydrocarbon Extraction and Manufacturing
Michelle Sprawls, Laboratory Director at CULTA
Process Scale Up in the Cannabis/Hemp Industry
Darwin Millard, Committee ViceChair on ASTM International’s D37.04 on Processing & Handling of Cannabis
You can check out the agenda in its entirety and register here. Attendees will have the opportunity to ask speakers questions during the live Q&A session that follows each session. Registration is complimentary. For sponsorship opportunities, contact RJ Palermo at Rj@innovativepublishing.net
There are many factors that can lead to the challenges people face when scaling up their processes. These challenges are not unique to the cannabis/hemp industry, but they are exacerbated by the consequences generated from decades of Reefer Madness. In my time operating in the cannabis/hemp space, 15+ years, I have seen established equipment vendors and sellers of laboratory supplies, like Sigma-Aldrich (now Millipore-Sigma), Fisher-Scientific, Cerilliant, Agilent, and others, go from reporting individuals inquiring about certified reference materials to setting up entire divisions of their companies to service the needs of the industry. Progress. But we are still a fledgling marketplace facing many challenges. Let’s look at a few specific to process scale up.
Darwin Millard will deliver a presentation on this topic during the Cannabis Extraction Virtual Conference on June 29. Click here to learn more.Equipment Availability: Lack of available equipment at larger and larger process scales can severely impact project timelines. Making not only equipment acquisition difficult, but also limiting the number of reputable equipment manufacturers you can work with.
Non-Linear Expansion: NEVER assume your process scales linearly. Perhaps one of the most avoidable mistakes during process scale up. You will quickly find that for many processes you cannot just put in a larger unit and expect a proportional increase in output. This is because as process equipment increases so to must utilities and other supporting infrastructure, but not only that, process vessel geometry, proportions, and design are contributing factors to process efficiency as your scale of operations increases.
Hazardous Material Quantities: Just as important to the process as the equipment are the solvents and reagents used. As your scale of operations increases so does your demand and production of hazardous materials; solvents including carbon dioxide (CO2), ethanol, and liquid petroleum gases (LPG) like Butane and Propane are obvious hazards, but so too are the refrigerants used in the chillers, fuels used to power generators, steam created to heat critical systems, and effluents and wastewater discharged from the process and supporting systems. Not every municipality wants thousands of gallons of flammable substances and hazardous waste being generated in their backyard…
Contractor/Vendor Misrepresentation: Finding out in the middle of you project that your contractor or equipment vendor has never set up a system at this scale before is never a good feeling. Unfortunately, contractor and vendor misrepresentation of qualifications is a common occurrence in the cannabis/hemp space.
If all this was not bad enough, all too often the consequences of improper planning and execution are not felt until your project is delayed or jeopardized due to misallocation of funds or undercapitalization. This is especially true when scaling up your production capacity. Now let’s look at some ways to avoid these mistakes.
The Rule of 10
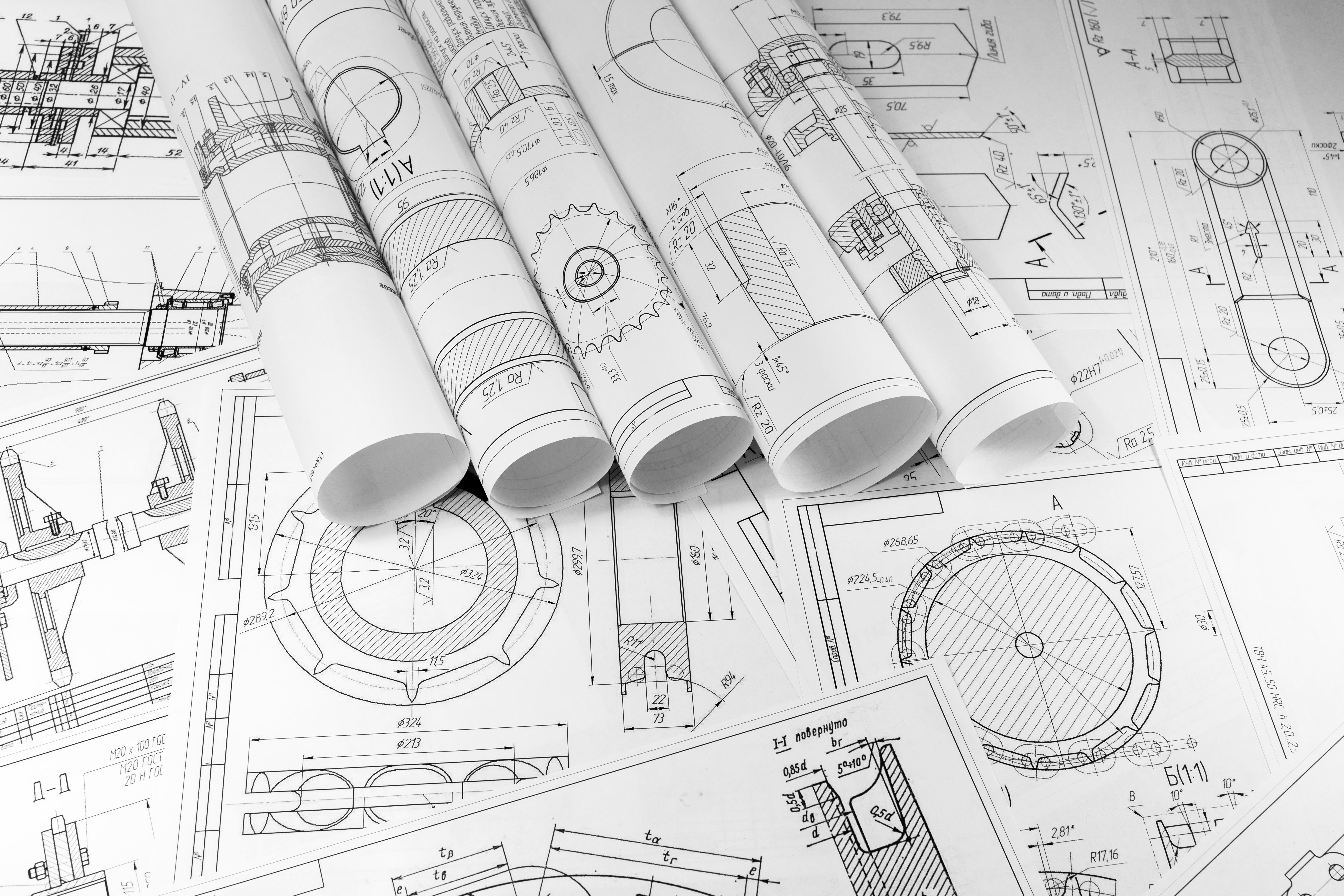
Construction drawings for a piece of process equipment.
When scaling up your process, NEVER assume that a simple linear expansion of your process train will be sufficient. It is often the case that process scale up is non-linear. Using the Rule of 10 is one way of scaling up your process through a stepwise iterative approach. The Rule of 10 is best explained through an example: Say you are performing a bench-top extraction of a few grams and want to scale that up to a few thousand kilograms. Before jumping all the way to your final process scale, start by taking a smaller jump and only increase your bench-top process by a factor of 10 at a time. So, if you were happy and confident with your results at the tens of grams scale, perform the same process at the hundreds of grams scale, then the thousands of grams scale, tens of kilograms scale, and so forth until you have validated your process at the scale of operations you want to achieve. By using the Rule of 10 you can be assured that your process will achieve the same yields/results at larger and larger scales of operation.
Scaling up your process through an iterative approach allows you to identify process issues that otherwise would not have been identified. These can include (but by no means should be considered an exhaustive list) improper heat transfer as process vessels increase in size, the inability to maintain process parameters due to inadequately sized utilities and/or supporting infrastructure, and lower yields than expected even though previous iterations were successful. However, this type of approach can be expensive, especially when considering custom process equipment, and not every processor in the cannabis/hemp space is going to be in the position to use tools like the Rule of 10 and instead must rely on claims made by the equipment vendor or manufacture when scaling up their process.
The Cannabis/Hemp Specific Process Equipment Trap
How many times have you heard this one before: “We have a piece of process equipment tailor-made to perform X,Y,Z task.”? If you have been around as long as I have in the cannabis/hemp space, probably quite a few times. A huge red flag when considering equipment for your expansion project!
Unless the equipment manufacturer is directly working with cannabis/hemp raw materials, or with partners who process these items, during product development, there is no way they could have verified the equipment will work for its purported use.
A good example of this are ethanol evaporation systems. Most manufacturers of evaporators do not work with the volumes of ethanol they claim their systems can recover. So how did they come up with the evaporation rate? Short answer – Thermodynamics, Heat Transfer, and Fluid Mechanics. They modeled it. This much surface area, plus this much heat/energy, with this much pressure (or lack thereof), using this type of fluid, moving through this type of material, at this rate of speed, gets you a 1000-gal/hr evaporator or some other theoretical value. But what is the real rate once an ethanol and cannabis/hemp solution is running through the system?
For a straight ethanol system, the theoretical models and experimental models are pretty similar – namely because humans like alcohol – extensive real-world data for ethanol systems exist for reference in designing ethanol evaporators (more accurately described as distillation systems, i.e. stills). The same cannot be said for ethanol and cannabis/hemp extract systems. While it is true that many botanical and ethanol systems have been modeled, both theoretically and experimentally, due to prohibition, data for cannabis/hemp and ethanol systems are lacking and the data that do exist are primarily limited to bench-top and laboratory scale scenarios.
So, will that 1000-gal/hr evaporator hit 1000-gal/hr once it is running under load? That’s the real question and why utilizing equipment with established performance qualifications is critical to a successful process scale up when having to rely on the claims of a vendor or equipment manufacturer. Except this is yet another “catch 22”, since the installation, operational, and performance qualification process is an expensive endeavor only a few equipment manufacturers servicing the cannabis/hemp market have done. I am not saying there aren’t any reputable equipment vendors out there; there are, but always ask for data validating their claims and perform a vendor qualification before you drop seven figures on a piece of process equipment on the word of a salesperson.
Important Takeaways
Improper design and insufficient data regarding process efficiencies on larger and larger scales of manufacturing can lead to costly mistakes which can prevent projects from ever getting off the ground.
Each aspect of the manufacturing process must be considered individually when scaling your process train because each element will contribute to the system’s output, either in a limiting or expansive capacity.
I go further into this topic in my presentation: Challenges with Process Scale Up in the Cannabis/Hemp Industry, later this month during Cannabis Industry Journal’s Extraction Virtual Conference on June 29th, 2021. Here I will provide real-world examples of the consequences of improper process scale up and the significance of equipment specifications, certifications, and inspections, and the importance of vendor qualifications and the true cost of improper design specifications. I hope to see you all there.
Environmentally conscious manufacturing has never been more important; for the survival of both the planet and your business. The internet makes CBD product comparisons quick and efficient, so consumers can interrogate every aspect of your product and processes before deciding to make a purchase. Sustainability credentials are now a primary decision making factor for your customers.
Water jacketed vessels are a cost-effective way of achieving more consistent blends than is possible manually
For business of all sizes, improving resource use and efficiency is a great place to start. This will reduce waste and improve your environmental impact, and has the added benefit of improving your return on investment!
I always recommend investing in stainless steel equipment for manufacturing and distributing CBD oils. Stainless steel is one of the most environmentally efficient raw materials, because of its durability and ability to be recycled. Vessels last an extremely long time, and even once their service life is over, they should never enter the waste stream. Many of our US customers transport their CBD products around the world in stainless steel vessels, which can then either be shipped back for re-use, or re-used at the recipient site.
In terms of finding your ideal equipment supplier, those who have won awards for their environmental initiatives are the cream of the crop; they can be a real asset to your business and will often collaborate on sustainability-themed social content, which is really valuable to get in front of your customers.
Once you’ve investigated the credentials of suitable suppliers, how do you make sure their blending equipment will perfectly meet your needs?
Here are my recommended four points for consideration:
Adding Toggle Clamps keeps your products airtight and reduces the chance of contamination in transit
Vessel Capacity: Vessel capacity must be considered in two ways; maximum and minimum working capacity. Standard vessels have their capacity listed as ‘brim full’ – suppliers tell you the total overall volume of space in the vessel. However, maximum capacity must allow for 10-20% free space below ‘brim full’, so that if product is being mixed and stirred, there is no overspill. For example; to blend 75L batches of CBD oil, it’s generally recommended to purchase a 100L mixing vessel.
Vessel Bottom Shape: Standard vessels have flat bottoms, which makes it difficult to drain them to completely empty. An experienced supplier such as Pharma Hygiene Products has the capability to modify standard vessels, to include a sloped bottom at 3 degrees, which reduces leftover product pooling when draining your oils. Vessels can also be custom-made with a cone or dish shaped bottom, whereby a valve can be positioned in the centre of the base to allow full draining, to reduce waste and increase profitability.
Stainless Steel Grade: Stainless steel blending vessels for CBD oils are generally offered in 304 or 316L pharmaceutical-grade material. A simple description of the difference is that 316L grade contains an extra 2% molybdenum, for additional corrosion-resistance. Increased regional and international legislation concerning CBD products has come hand-in-hand with tighter interrogation of hygiene practices. Contaminant-free materials such as stainless steel are ideal to ensure international pharma-quality compliance for your business’ blending processes. Critically, at Pharma Hygiene Products a comprehensive range of compliance certification is available to confirm the grade of material, to prove surface smoothness, and to guarantee that no cross-contamination from BSE or CJD diseases occurs.
Lastly, don’t forget to let your supplier know in advance if you have any special requirements for your product or vessel. Some common examples include:
Temperature control – Adding a water jacket to your vessel is a simple solution for heating, cooling or maintaining the temperature of your product as it blends.
Toggles and seals – For airtight, contaminant-free transportation.
Viewing holes – For easy visual inspection whilst blending.
Your equipment supplier can be a real financial and reputational asset, so be sure to do your homework before making an investment!
With data forecasting expert BDSA predicting that the global cannabis market will reach $56B by 2026, there is no time to waste. Whether it’s Oklahoma, New York or even Macedonia, the frenzy is on. Investment decisions are immediate, and you have to be correct out of the box. This is where an expert like Andrew Lange and his company, Ascendant Management, come in. Andrew has designed more than 1.5 million square feet of cannabis facilities and moved them into profitable production in North America and Europe. One of his active customers is Onyx Agronomics in Washington. Bailee Syrek is the director of operations at Onyx and this is the story of the key points in designing a precision cannabis facility with state-of-the-art efficiency.
Background
Andrew Lange, a navy veteran, runs a global cannabis consulting business based in Washington. With a “prove it to me” approach, he regularly tests the best new technologies in the facilities he designs. He integrates his knowledge of what works in practice into his subsequent facilities. One of his previous projects, Onyx Agronomics in Washington, started in 2014 and moved quickly into production in a retrofitted warehouse. Many of his best ideas started with Onyx, including some new innovations in the latest expansion there this month. Onyx is a tier 3 cannabis cultivator.
Bailee Syrek’s operation at Onyx currently produces 9,000 lbs. of dry trim bud per year in 8,000 square feet of canopy. She operates the state-of-the-art, clean room style, indoor grow facility around the clock, delivering 2.7 grams/watt from every square foot of canopy in her building. She runs a highly efficient facility.
Onyx has had an ongoing relationship with Ascendant Management and chose to leverage them again with their current expansion to increase their capacity further. Onyx uses a range of advanced technologies including aeroponic cultivation equipment and control software from AEssenseGrows to hit their metrics.
Precision, Quality & Consistency
“I look for ways that my clients can differentiate themselves,” says Lange. Maybe it’s his military background, but Andrew demands precision, quality and consistency in the operations he designs. “Cannabis is a just a plant really so we look for the highest performance grow methodology. I find that to be AEssenseGrows aeroponics,” says Lange. “The AEtrium Systems provides a good foundation to manipulate for grow recipes and business process. I add teamwork, communications, and operations procedures to that foundation.”
At Onyx, Bailee Syrek works closely with her channels. She invites her customers in regularly to review the Onyx cultivars and to cover their ideal requirements. These can range from bud size for their packaging to THC or terpene profiles (Yes, channels do want both higher and lower THC content for different consumers and price points). Based on that feedback, Bailee and Andrew work together to dial in the ideal grow recipe in the AEssenseGrows Guardian Grow Manager central control software. They push their target strains to optimize the results in the direction requested by their customers. For example, “How do you get the highest possible THC out of 9lb Hammer?” You’ll have to ask Andrew and Ascendant Management.
Driven by customer requests, Onyx is adding new strains to build on their innovative brand. Bailee expects to reach new levels of terpene bundles with Cheeseburger Jones, Koffee Breath, Shangri-La and OK Boomer. Utilizing Andrew’s expert knowledge, they can take typical sub-20% cannabinoid bundles and improve them using aeroponics and better controls, into standout aeroponic 30% packages.
The Onyx Vision
Andrew Lange, Ascendant Management
Bailee Syrek believes this is the most exciting time yet for Onyx. Delivering premium grade cannabis as a white label flower supplier for years, Onyx is a profitable and successful business. But even with doubling capacity every year, they are still having trouble keeping up with customer demand. Bailee wants to get to the point where she can always say yes and accept an order from their white label customers. With this objective, she again engaged Ascendant and Andrew to get beyond 15,000 lbs. of output in 2021 to make her customers happier. Beyond that basic expansion, she is also ambitious and is preparing plans for additional lines of revenue with their own proprietary flower, oil and derivative products.
“This expansion will be a new challenge,” says Syrek. “Flower production is in our wheelhouse. We have tighter operations, with the most consistent bud size, terpenes and test results in our state. These new products will require that same quality but now in new areas.”
Her Path to Leadership
Bailee started with Onyx in a compliance position that grew out of the constant demands for government licensing and reporting. In that compliance role, she had the opportunity to work a bit in every department, giving her a good understanding of all of the facility operations and workflows. All of that experience led her to eventually take over the operations leadership role. She instills care and effort to maintain the cleanest and most efficient operations possible. “With aeroponics, we don’t have to lug soil from room to room or in and out of the facility. This saves us a ton of work that we can redirect to plant health and maintenance,” says Syrek. “Medical precision and GMP quality is a given. Each room on average is 105 lights and one room manager and one cultivation technician take the room from clone/veg transfer to harvest as a two-person team.”
Bailee Syrek, director of operations at Onyx Agronomics
Bailee prides herself with results. “Medical grade precision is normal for us. We use medical grade SOPs for every aspect of our production.” Bailee has designed these guides into their control system that runs on the Guardian Grow Manager software. From sensor tracking, to performance graphs to time cards; everything is integrated in her performance monitoring.
A quality focus is very apparent in every Onyx flower room. Every watt of light energy is transferred to the pristinely manicured canopy. Naked stems feed nutrients up to the fat buds at the trained canopy surface. Fan leaves are removed and all possible energy turns into bud weight and potency. The room technician has a passion for plant health, table care and plant maintenance all the way through to the harvest bonanza.
What is the biggest challenge for Bailee as she drives the operation? Even at 105-110 grams per square foot per harvest, they are sold out. “Every customer wants to buy beyond our capacity. It is a good problem to have,” Bailee says. “Customers want our quality and love the consistency. This is the most exciting thing about our expansion. We will finally be able to make additional channels happy with high quality supply.”
This is where Andrew credits Onyx’s performance. “Most well running operations deliver 1.1-1.8 grams of dry trim bud per watt of electricity used in powering a grow room,” says Andrew. The Onyx grow formula results leave this in the dust. Running Fluence SPYDR 2i grow lights and the AEtrium System aeroponics, Onyx plants are delivering just shy of 4 lbs. per light with every harvest cycle. At 630 watts max output, that delivers ~2.7 grams/Watt, the most efficient operation he has seen. The Onyx process and execution works.
“Bailee is a great example as a professional. She builds a motivated team that executes better than her competition,” says Andrew.
At the same time, Onyx runs a highly space efficient nursery with just enough mother plants feeding energetic cuttings into the 4-layer stacked AEtrium-2.1 SmartFarms in their environmentally controlled clone room. They produce more than enough healthy clones to jump from veg to flower in the span of a week. Grow time, harvest turn time and no veg space, results in very efficient use of power in the complete operation.
Mirroring Onyx for Medical Grade Cannabis in Europe
Andrew Lange’s current passion is a green-field project in Portugal. Self-funded, Andrew says that this facility will be one of the first that is pure enough in operations to supply non-irradiated clean-room-level-quality cannabis beyond the precise standards required by European regulators. Current importers have not been able to clear the European standards for cleanliness without irradiating their buds. Other companies like Aurora have abandoned efforts to access the market due to the precision requirements. Typical methods used for fruit imports use gamma radiation to get bacterial counts down. This was tried with cannabis to sterilize buds, but the problem with cannabis is this degrades the quality of the flower.
Andrew’s Portugal facility will be using a sterile perimeter surrounding his grow space (mothers, clones/veg, flower rooms) and harvest and processing areas (dry, trim, packaging). Andrew creates a safe environment for healthy production. A steady harvest cleaning regimen is built into his operational designs from the beginning. All operators are trained in procedures to exclude pathogens and limit all possible transmission (airborne, physical/mechanical touching, or water carried). Every area is cleaned during and between harvests. Andrew is confident he will reach a consistent level of accuracy and purity beyond European requirements because it is routine in all of his designs.
Certified Efficiency is the Message
Good Manufacturing Practices (GMP) and Good Agricultural and Collection Practices (GACP) are required for certification and access to European markets. Andrew always builds tight operations, but in this case, his Portugal facility is designed with the fit and finish to be GMP and GACP compliant from day one with advanced air filtration and air management throughout.
Automated aeroponics is a foundation technology that Andrew recommends for his facility designs. The automatic data logging, report generation, cloud access and storage make this a foundational technology. Andrew does get some resistance from cultivators that are used to the classic soil media approaches but he explains that software configurable grow recipes, precision controls, zero soil/no pests and hyper-fast growth makes aeroponics the foundation of competitive advantage. Precisely controlled medical quality precision operations are built on top of this foundation.
The initial phase of the Portugal facility is 630 lights and this facility is Andrew’s latest personal investment. From secure perimeters to modular grow rooms and highly automated equipment, this location will be state-of-the-art in terms of grams/watt yields and renewable energy with an output of 6 metric tons per year. Solar powered electricity from a 4-megawatt farm will use Tesla megapacks for storage and be grid independent.
Technology & Innovation, Onyx & Ascendant
From his first experience with AEssenseGrows aeroponics, Andrew has been able to design complete grow recipes in the Guardian Grow Manager software with very tight precision on dosage. This makes it possible to create ideal recipes for each strain (nutrition, irrigation cycles, lighting and environmental management). This frees up the operations teams to focus on plant health and execution. The nutrients, pH, CO2, temperature and humidity, follow the Guardian directions that he sets.
Working with Bailee at Onyx, Andrew is now consulting on the post-harvesting side of operations (drying, trimming, extracts and packaging). In parallel with his efforts, Bailee is optimizing THC & terpene production on the cultivation side with UV lighting (considering far-right red frequency light recipe enhancements).
That is the Ascendant Management approach to innovation. Trial, test constantly, perfect ideas in practice. Optimize the results for consistent, high-quality results. Even while driving for the personal craft touch, use automation to increase efficiency of mundane, but important tasks. With these methods, Andrew believes that the Onyx labor cost is one third of typical soil media grow operations. Zero soil aeroponics offers many benefits. Bailee’s team is able to give each plant more attention and delivery better quality. Automation is a win-win for them.
Bailee finds that constant testing is useful for two things: one, great results, and two, surface the best talent with their hand’s-on approach.
Always Finish with People
Bailee says that her staff works incredibly hard. “We are a different grow, with better ergonomics on the job, aeroponics for precision and yields, and advanced technology at the leading edge in every part of our grow. No dirt up and down stairs. People are proud to work here. We are not your dad’s grow operation.”
“We promote from within. Everyone starts as a room tech and has the opportunity to move up. Teams are isolated by rooms so there is no contamination between rooms or humans. Put in the work, and you will get promoted with expansions, and grow with the company as we take a bigger share in the market.” Female employees make up almost half of the current staff, and Bailee encourages employees to refer their friends. “Good people invite good people,” she says.
Her training program introduces the technical aspects of their unique operation, the positive expectations and career path for every new employee. The social environment is friendly with good pay and regular raises. Each new employee fills a range of roles during their 1-month training circuit and are assigned to a cultivation space under a lead as an official cultivation tech at the end of 30 days. “One thing that we do more than at other grows is constant cleaning,” says Bailee. “This is an ever-present mantra for the staff.”
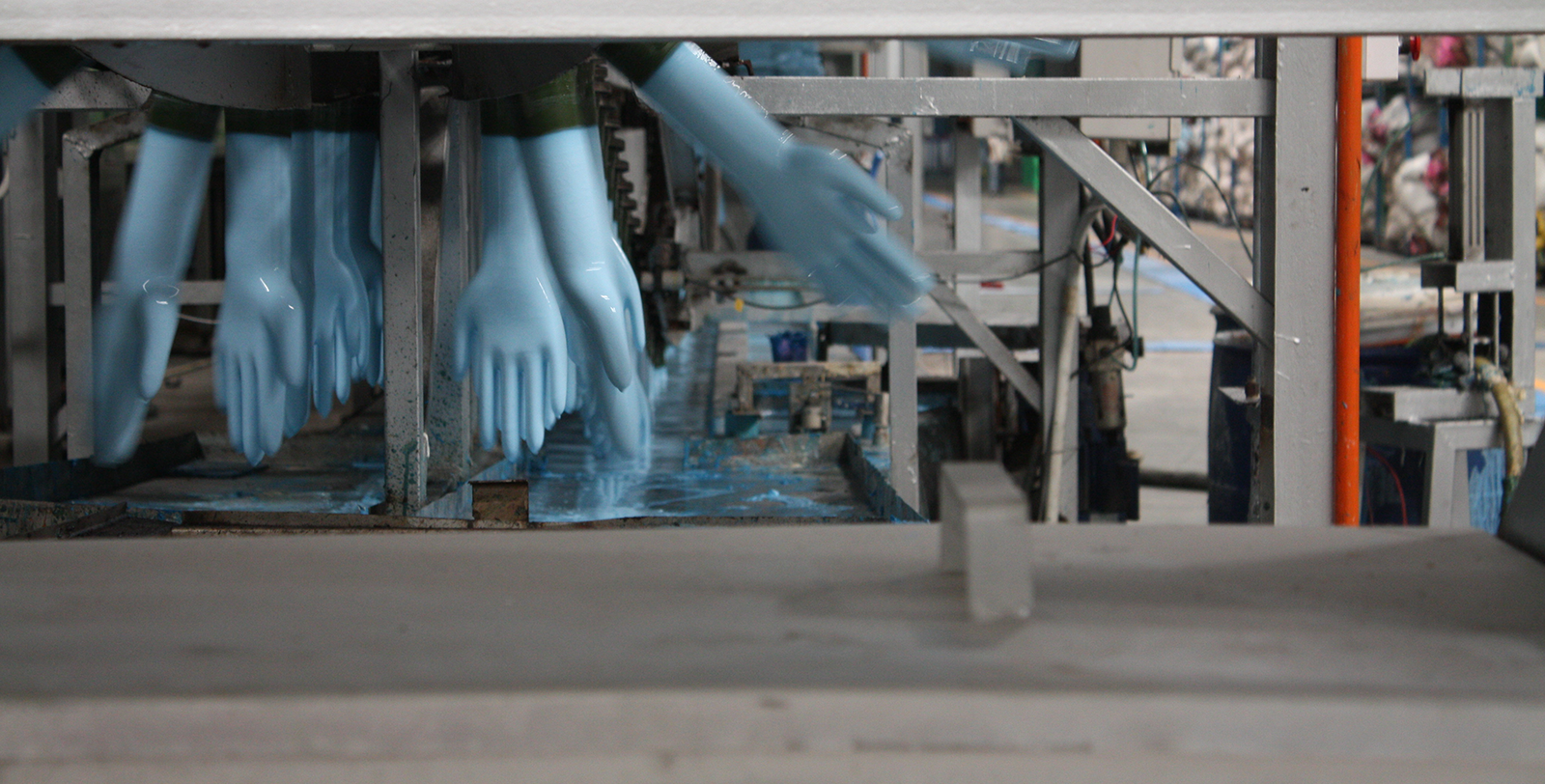
Freya Farm, a pesticide-free cannabis producer and processor located in Conway, Wash., was recently forced to issue a recall after the chemical o-Phenylphenol, listed under CA Prop 65, was found on its products. Testing traced the antimicrobial compound, known to cause cancer, back to the FDA-compliant food grade gloves used by Freya during packaging.
The reason this could happen with FDA-compliant, food grade gloves needs urgent attention. The production and manufacturing of food contact gloves is largely unsupervised, with limited and infrequent checks on gloves imported into the US. After initial approvals, non-sterile, FDA-compliant food grade gloves are not subject to ongoing controls. This may lead to lower grade and cheap raw materials being used in sub-standard production facilities and processes.
Why “Food Safe” Gloves Aren’t Always Safe
The quality and safety of disposable gloves are limited to Letters of Compliance and Guarantee on the general make and model of the glove, not necessarily the glove you are holding in your hand. There are few controls on the consistency of raw materials, manufacturing processes and factory compliance for both food contact and medical examination grade gloves. Therefore, the opportunity exists for deliberate or accidental contamination within the process of which the Preventive Controls Qualified Individual (PCQI) may not be aware.
In the words of Freya Farm, “Nothing ruins your day like testing your product, confident it will be clean, only to find it contaminated with some crazy, toxic chemical.” In tracing the issue, the gloves were the last thing Freya Farm tested, as they never suspected something sold as food safe could be the culprit.
A recall of this type can be expensive, as fines range up to $200,000. Since this incident, Freya Farm has implemented a responsible sourcing policy for gloves using supplier Eagle Protect to protect its products, people and brand reputation.
Glove inspection includes five factors of quality controls
Eagle Protect, a global supplier of PPE to the food and medical sectors, is currently implementing a unique proprietary third-party glove analysis to ensure a range of their gloves are regularly checked for harmful contaminants, toxins and pathogens. This Fingerprint Glove Analysis mitigates the risk of intentional or accidental physical, chemical or microbiological glove contamination by inspecting five factors: the use of safe ingredients, cross-contamination potential, cleanliness, structural integrity and dermal compatibility.
Harmful toxins and contaminants in gloves have been identified in many peer reviewed scientific studies. This is now a real issue for companies producing consumer products, especially in industries such as organics and cannabis whose products must be handled by gloves and test clean.
Three key areas that can be tested for in a glove analysis to ensure safe product handling include:
Dermal compatibility tests for toxins and chemicals will flag any toxic chemical, such as o-Phenylphenol
GCMS testing for consistent quality and safety of glove raw materials
Cleanliness tests for pathogens inside and outside the surfaces of gloves – particularly pathogens also required in cannabis testing, such as E. coli and Salmonella, mold and fungus and pesticides.
For cannabis producers responsible glove sourcing is vital, especially as the COVID-related demand for single-use gloves exceeds supply, with poor quality, counterfeit and even reused gloves flooding the market. For producers with a product that rests very much on its quality, it’s important to focus on quality and not just cost when procuring gloves.
National Agriculture Day (March 23, 2021), is an annual event held by the Agriculture Council of America (ACA), a not-for-profit 501-c (6) organization, to increase the public awareness of agriculture’s vital role in our society.
The ACA believes that every American should:
Understand how food and fiber products are produced.
Appreciate the role agriculture plays in providing safe, abundant and affordable products.
Value the essential role of agriculture in maintaining a strong economy.
Acknowledge and consider career opportunities in the agriculture, food and fiber industry.
We investigated how the hemp and cannabis industry is disrupting agriculture in positive ways, from automated trimming, to controlled environment agriculture, to water conservation and beyond. We interviewed Aaron McKellar, CEO and President of Eteros Technologies, parent company of Mobius Trimmer and Triminator, Mark Doherty, Executive Vice President of Operations, urban-gro, Inc. and Derek Smith, Executive Director at Resource Innovation Institute (RII) to get their perspective on agricultural innovation.
Aaron McKellar, CEO and President of Eteros Technologies
Aaron Green: Why is hand-trimming inefficient at scale?
Aaron McKellar: Hand-trimming is inefficient at scale because it is so labor-intensive and time-consuming, not to mention repetitive and frankly boring. It’s hard to stay fully engaged as a worker trimming by hand, so the consistency of your finished product isn’t reliable with a crew of hand-trimmers.
Aaron McKellar, CEO and President of Eteros Technologies
A hand-trimmer can produce good quality trim on about 2 or 3 pounds per day. A scaled-up facility running just one Mobius M108S Trimmer can realize up to 120 pounds per hour, replacing many dozens, or even into the hundreds of hand-trimmers. The HR nightmare this presents, and all the associated costs of paying and facilitating dozens of employees (parking, washrooms, lunchrooms, PPE and gowning, etc) is simply unworkable. And that’s before COVID.
Green: How does automated trimming benefit large producers and how does the quality compare to hand-trimming?
McKellar: Not all automated trimmers are created equal. Any of the machines out there will help to reduce the need for hand-trimmers by taking off the bulk of the leaf, leaving a small team of “hand-polishers” to finish it up. The Mobius Trimmer is the only automated trimmer on the market today that leaves the technology of the original machines in the past and employs next-gen technology to truly mimic hand-trimmed quality with stunning through-put rates.
We have high-end producers using Mobius Trimmers whose own QC department cannot discern Mobius-trimmed flower from hand-trimmed flower. Hand polishing crews tend to be far smaller when using a Mobius vs first-gen machinery, and many Mobius users don’t touch up at all, instead going straight to market right out of the trimmer. For a look at how our technology differs from the rest of the field, check out this look under the hood.
Mark Doherty, Executive Vice President of Operations, urban-gro, Inc.
Aaron Green: What is controlled environment agriculture?
Mark Doherty: Cannabis cultivators understand growing indoors because, prior to legalization, they had been doing it for years in the gray market. It is by way of that experience that cultivators learned how to manipulate a highly-valuable, complex plant in an indoor setting. As cannabis legalization spread across the United States, many government regulators required that it be cultivated indoors according to strict regulatory protocols. Fast forward 10 years, and we have an industry that is keenly aware of the indoor environmental conditions required to be successful. Critical factors like heating, cooling, ventilation, dehumidification, and how to best mimic Mother Nature’s energy through lighting are all deliberately optimized.
Mark Doherty, Executive Vice President of Operations, urban-gro, Inc.
With cannabis cultivation driving the advancements of controlled environment agriculture, market and regulatory forces demanded higher efficiency, reduced energy and resource consumption, and clean crops. In most states, cannabis crops have more stringent testing than food crops. For instance, the lettuce in Massachusetts will not pass the standards for cannabis in Massachusetts. It’s through rapid innovation and technology adoptions that the cannabis industry has paved the way for lettuce to be profitably grown indoors.
Green: How can controlled environment agriculture help alleviate supply chain stresses?
Doherty: By growing food closer to the consumer, you reduce food miles; meaning, that link in the food supply chain gets a lot shorter and is less prone to disruption. Whether you have hyper small cultivation facilities on every street corner, or a larger cultivation facility geographically close to consumers, you can grow 24/7/365. Furthermore, growing locally allows for better prediction of facility output—10 boxes of greens on Monday, 50 boxes of greens on Tuesday, and five boxes of greens on Thursday. This eliminates harvesting a large crop before it is ripe and likely requiring cold storage. The controllability of controlled environment ag is that consistent, reliable contribution to the food supply chain and shortening that path to the consumer.
Derek Smith, Executive Director at Resource Innovation Institute (RII)
Derek Smith, Executive Director at Resource Innovation Institute (RII)
Derek Smith: Until this report, if you searched for cannabis water usage, you’d basically find one cited statistic. It was “six gallons per plant per day.” We knew this was from a model based on one extreme illicit market scenario. Based on the data we were seeing and the conversations we were having, this number seemed way off. So, we pulled together a multidisciplinary Water Working Group as part of our Technical Advisory Council. The objective of the Water Working Group was to establish a scientific understanding of how, and how much, water is used for cannabis cultivation so that cultivators have confidence in taking steps to be more efficient, and so that industry leaders, governments and media can be accurately informed about the range of water practices of today’s regulated market.
Green: What key points should cannabis cultivators take away from the report? What key points should regulators and policymakers take away from the report?
Smith: As the cannabis industry matures, water use efficiency will become more important, as it has for other agricultural crops. Pressures to use water efficiently will mount from multiple channels including – reducing input and energy cost, protecting the environment, meeting regulatory standards and simply being good stewards. We recommend that industry and regulators focus efforts on the following areas:
When grown outdoors, water for cannabis production should be assessed like any other agricultural crop and be subject to state and local regulations that apply to other crops. Our research indicates that cannabis neither uses a massive share of water nor uses more water than other agricultural crops. Applying the same standards to cannabis as to other agricultural crops will correctly categorize outdoor grown cannabis as an agricultural crop.
In areas where there may be conflict between water use for cannabis and environmental concerns, regulators and the industry should focus (1) on the timing of water use and (2) the potential of storage to mitigate environmental conflict. Our results show that in many parts of the country legal cannabis farmers have ample water storage to satisfy their needs. In areas where storage is insufficient, increasing storage should be a priority for farmers and regulators.
Our research shows there are still massive differences between cannabis production techniques. As farmers continue to experiment and improve, we expect to see water use be a more important part of cannabis farming decisions and expect new plant varieties and growing techniques to be developed that increase water use efficiency. Yet more data from actual farms and facilities are needed to point the way toward the technologies and techniques that drive optimal efficiency and productivity. It is recommended that producers benchmark their performance and governments consider requiring energy and water reporting by producers. The Cannabis PowerScore can assist in these efforts.
As indoor production continues to grow, especially in areas that have unfavorable climatic conditions for outdoor growing, we expect more cannabis users to rely on municipal water sources. Yet, it is unclear if municipal water suppliers are equipped to work with the cannabis industry. We suggest outreach efforts between the cannabis industry and municipal water suppliers to incentivize efficiency where possible.
Supercritical carbon dioxide (CO2) extraction is a processing technique whereby CO2 is pressurized under carefully controlled temperatures to enable extraction of terpenes, cannabinoids and other plant molecules. Once the extract is obtained the crude is often subjected to an ethanol winterization process to remove chlorophyll, fats and waxes.
Green Mill Supercritical is a Pittsburgh-based manufacturing and engineering company focused on cannabis and hemp extraction. The company offers a range of CO2 extraction equipment where users can tune and control their extraction methods. They recently announced a technology advance enabling winterization in-process, which has the potential to remove the need for ethanol winterization.
We spoke with Jeff Diehl, director of marketing at Green Mill Supercritical, to learn more about the new process. Jeff was working in the tech industry in San Francisco in 2017 when he was invited to join Green Mill by his cousin, Jeremy Diehl, who is the founder and CTO.
Aaron Green: Before we get to your new technology, can you explain what industry trends you are watching?
Jeff Diehl: A big thing that I watch is the premium extract space. More and more consumers are demanding higher premium extracts. They want differentiated products. They want products that are safe and that have some kind of meaningful connection to the specific plant from which they came. Right now, CO2 plays a small role in the market for those products. Most premium products are generated through hydrocarbon extraction. So, I am watching how people are using CO2 to create the next generation of safe, premium products.
Aaron: What is the normal process for a CO2 extraction today?
Jeff Diehl, director of marketing at Green Mill Supercritical
Jeff: The current CO2 extraction process generally consists of two major phases to producing your final extract. In the first phase, you have extraction where you get your crude product. The second phase is post-extraction where you do cleanup to get your refined oil. Within that post-extraction phase, most operations include an ethanol-based winterization process.
Aaron: What does the winterization step do, exactly?
Jeff: Winterization is about removing waxes. Your main extraction is considered crude because it’s got a lot of materials from the plant that you don’t want. The large majority of unwanted material is waxes. Winterization is the process of using a solvent, traditionally ethanol, to separate the waxes from the cannabinoids. There are multiple challenges inherent in ethanol-based winterization that introduce cost, time and product loss. It’s terribly inefficient. Plus, there will always be residual ethanol left in your final product, and that’s not something consumers appreciate.
Aaron: You’ve recently announced a new process at Green Mill that moves the winterization step into the supercritical CO2 equipment. Can you explain how that works?
Jeff: With our process, which we call Real-Time Winterization, there is no ethanol involved in winterization anymore. It is all done with CO₂ during the primary extraction. That’s the major advance of our process and although it has been attempted before, no one has succeeded at doing it in a viable way. You take a process which is normally four days – one day for CO2 extraction and three days for ethanol winterization – and you do it all in less than a day. We have automated software, sensors and pumps that makes this all possible.
Aaron: How does the quality of the resulting product compare with the new process?
Jeff: You can see the difference right away, if you’re at all familiar with extraction. It just looks clean and bright. Lab analysis has been very positive thus far, but we continue to run tests. Our R&D team has done multiple tests, mostly on hemp and CBD. That’s because we don’t have a license for THC. We’re currently engaging with a licensed partner so that we can collect more data on THC-containing products, so we can give exact numbers. But with CBD, we’ve done multiple tests to validate the method and the technology, and are seeing consistently excellent results in regards to both purity of the product and efficiency of the process.
Aaron: How do yields compare between the processes?
Hemp CBD extract straight out of a Green Mill SFE Pro running Real-Time Winterization.
Jeff: From the data that we’ve seen in the industry, it looks like when you winterize with ethanol, you leave anywhere from 5 to 10% of your cannabinoids behind in the waxes. That’s just lost. With Real-Time Winterization using CO2 we have seen recovery rates as high as 99%. We are continuing to investigate that result with testing to make sure it was not an outlier, but in any case, recovery rates look promising.
Aaron: One of the other issues with ethanol is taxes and the ability to find food grade supply. Do you have any perspective you can share on that?
Jeff: There are a number of advantages to moving away from ethanol. The sheer quantity of ethanol is a factor. There are a lot of regulations and fire requirements around managing large quantities of ethanol. The ethanol winterization process itself is not just one process. There are multiple stages, from mixing, to freezing, to filtering, to removing the solvent. These are all opportunities for things to go wrong, so you’re always managing those risks. Multiple large pieces of equipment, including fume hoods, filter skids, cryo freezers and rotary evaporators, are expensive and require heavy management.
I think Elon Musk said the best process is no process. Anytime in an industrial process when you can remove steps in the process, that’s the direction you want to go in. And, that’s what we’ve done. With this recent work, we have effectively removed post processing for certain categories of end product.
Aaron: Do you have any patents on the new process?
Jeff: We have a patent pending on both the method and the equipment, which is allowing us to talk about this as much as we are.
Aaron: So, how does this work if somebody already owns an existing piece of Green Mill equipment? Is this something that can be retrofitted? Is it a software upgrade?
Jeff: There are two components. One is an equipment upgrade, which can be done retroactively for existing customers, and one is a methodology upgrade, which we assist our customers with. The automation software inherently can handle the settings that you need to run the methodology. In fact, it’s that software and the rest of our existing tech stack, the proprietary pump, the triple inline fractionation, the precision and stability of the overall system, that is what made this winterization advance possible.
Aaron: Where are you rolling this out first? And do you plan to go international?
Jeff: International is definitely in the plan, since we’ve already sold systems abroad. We are currently getting ready to announce the opening of our beta program with the new technology. So, we’re not ready to sell this widely at this time, but we are taking submissions from companies that want to get in early and join us at the forefront of CO₂ extraction innovation.
Aaron: Okay, great. Thanks Jeff, that’s the end of the interview.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.

 Due to loopholes in federal and state laws, namely the 2018 Farm Bill specifying that hemp must contain less than 0.3% Delta-9 THC, delta-8 THC is technically legal across the country. It grew in popularity across the United States very quickly over the past year, largely due to online sales.
Due to loopholes in federal and state laws, namely the 2018 Farm Bill specifying that hemp must contain less than 0.3% Delta-9 THC, delta-8 THC is technically legal across the country. It grew in popularity across the United States very quickly over the past year, largely due to online sales.